 客服热线:
客服热线:










松原静电粉末喷涂生产线维修免费咨询「多图」
- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
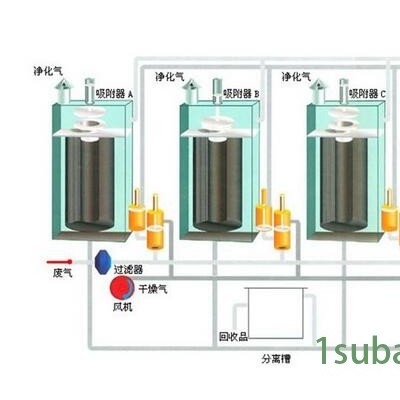
粉末涂料可能被空气流化的程度
流度:粉末涂料可能被空气流化的程度,R表示。R的测定方法一般采用流度测定法:称取一定质量的粉末涂料,大约250g,放在直径为100mm的多孔板的圆锥型乙烯容器内,粉末高度记为HO(mm)。
从多孔板底部以200L/H的速度向容器内通入空气,使粉末涂料流化,此时的粉末高度记为H1(mm),并通过容器壁上一个直径为4mm的孔使粉末涂料流出,测定在30秒内流出的粉末涂料的质量记为m,用下列公式计算R值:R=mH1/HO一般R>180时,流化性能很好;140<R<180时,流化性能较好;喷涂完成后的几个工序烘干:使磷化膜失去结晶水从而造成磷化膜孔隙率的可能性降低,以提高磷化层与涂膜的附着力,提高涂层的耐蚀性和耐水性。120<R<140时,流化性能合格;80<R<120时,流化性能稍差;R<80时,流化性能很差,建议停止使用。一般采用R>140的粉末涂料。
磷化液的酸碱度要不断中和
不论维护多仔细,磷化液的游离酸在正常使用过程中总会有小幅度的升高,在总酸度不变的前提下。这时要加碱进行中和调整,注意缓缓加入,充分搅拌,否则碱液局部过浓回产生不必要的沉渣,出现越加碱。
酸比:即总酸与游离酸度的比值,5-30范围。酸比较小的配方,游离 酸度高,成膜速度慢,磷化时间长,所需温度高;酸比较大的配方, 成膜快,时间短,所需温度低。
促进剂:氯酸盐、氧化剂阴极去极化作用从而 加速反应,防止在工件表面形成阻碍磷化膜生成的氢气泡,使磷化膜 均匀、致密;亚铁离子被氧化成三价铁离子,然后形成磷化渣被除去 。
喷粉的工艺
1.粉末涂料的保存应在阴凉,干燥条件密封储存,严格按批量顺序使用。
2.工件喷涂前应清除所有表面的油污、污染物,正确进行工件处理。
3.压缩空气应无油、无水和干燥,经常检查油水分离器的工作状况。压缩空气,要求清洁干燥、无油无水[含水量小于1.3g/m3、含油 量小于1.0×10-5%(质量分数)] 。
4.工件夹持件结构设计应合理,静电粉末喷涂生产线维修,与接地传送部份保持良好的连接。工夹具应定期清洗,以保持良好的接地。
5.正确选用涂层所需的粉末涂料。
6.烘箱的温控系统性能要稳定,应能确保固化涂层所需之条件。
7.供粉器、回收系统和喷柜应无污染,无混用其它粉料,否则将影响后涂层的外观。
8.经常检查予处理,固化炉的性能,检查所用粉末的物理性能。
9.回收粉末必须过筛,并按规定比例新粉混合使用。
10.在粉末涂料喷涂现场附近应避免出现硅微尘或油漆微尘,以免影 响外观质量。
松原静电粉末喷涂生产线维修免费咨询「多图」由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司是从事“喷漆生产线,电泳生产线,喷涂生产线,涂装生产线,喷漆室”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:王经理。涂膜薄影响耐腐蚀等级,看上去涂腹不丰满,涂膜厚浪费原材料,易造成涂膜表面不平,返修不好进行。同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。









