客服热线:
客服热线:
















- 工艺类型:注射成型模
- 加工设备数量:19
- 适用范围:家电,医疗,食品,汽车,电子,日用品
- 主要加工设备:数控车床,电火花,线切割数控镗床
- 模具材质:2316。P20
- 加工能力:强
- 模具分型面数目:两个
- 型腔数目:多型腔模具
- 模具安装方式:固定式模具

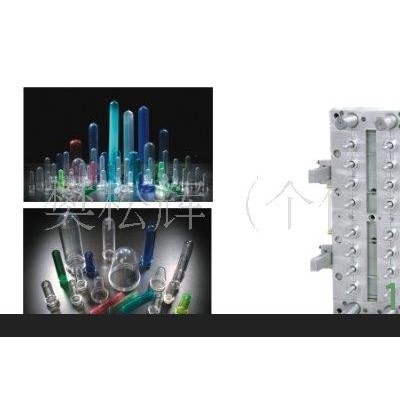
1出12自锁瓶胚模具
瓶胚模具:选用进口铝合金材料,由电脑数控精密加工,使线条更流畅,确保容量准确。加工后外形尺寸与图纸完全一致。
1
瓶坯模具使用性能的好坏,热流道是关键。本厂设计的热流道,吸收了国外的先进技术,结合国内客户的需要,采用免剪浇口设计,热流道喷咀单独控温。(单独控制的优点以解决在生产过程中所产生的问题,例如底部发白、拉丝)。模具在全自动条件下生产,无需员工的频繁操作,以减少工人的劳动力。模具的关键零件(型芯,型腔,口模)采用德国镜面防锈钢并经热处理(HRC45),保证了模具的使用寿命与瓶质量(正常使用150万次免维修,最大最小壁厚差小于0.1mm)。并采用车削加工中心加工,保证零件的加工质量,实现互配。冷却水道的合理布置,更使得模具有较高的生产效率,成型周期短至15秒(需配合冷机,适合的瓶坯设计及适合的注塑机)。
吹瓶模具基本采用CNC加工,保证了瓶子造型的流畅,统一,合缝细密。
“一流的质量快捷的工期,适中的价格”,热诚为广大客户服务。对所做模具保修。这是本厂对您的承诺。
2
PET瓶坯模具@使用性能的好坏,热流道是关键。本厂设计的热流道,吸收了国外的先进技术,结合国内客户的需要,采用免剪浇口设计,热流道喷咀单独控温。(单独控制的优点以解决在生产过程中所产生的问题,例如底部发白、拉丝)。模具在全自动条件下生产,无需员工的频繁操作,以减少工人的劳动力。
3
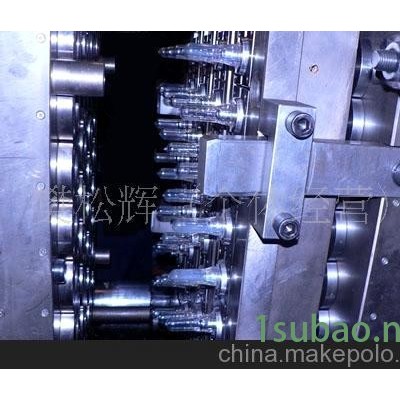
模具的关键零件(型芯,型腔,口模)采用模具注腔、注芯选用德国原厂预热处理优质专用模具钢(2316),保证了模具的使用寿命与瓶质量(正常使用200万次免维修,最大最小壁厚差小于0.05mm)。标准模架为50#钢,滑块718#钢。配备进口高品质润滑铜板,德国HOTSET加热元件,德国标准只能PID(插卡式)热流道温度控制箱。并采用车削加工中心加工,保证零件的加工质量,实现互配。冷却水道的合理布置,更使得模具有较高的生产效率,成型周期短至15秒(需配合冷机,适合的瓶坯设计及适合的注塑机)。
4
完全自主研制开发的新型瓶坯模具结构,完全屏弃过去模具的大部分弊端,能够达到模具高精度同心,高寿命,且能进行模具各零部件的标准化,大批量的生产。我们的模具保证管坯壁厚差小于0.05mm,重量误差小于0.3g,一分钟可出2-5模,寿命可达200万模次,模具最大有48腔。
5
瓶坯腔数从一出一到一出肆拾捌。
瓶坯采用电脑模拟拉伸测试设计,提高吹瓶的成品率。
采用世界先进的二级双锥度定位技术,每腔独立自锁,确保模具同心度。
模具注腔、注芯选用瑞典原厂预热处理优质专用模具钢制造。
螺纹口按国际标准制造,材料选用进口氮化刚,硬度高,使用寿命长。
热流道设计先进,加热温度均匀,提高了塑料制品质量。
免剪浇口,降低了工人劳动强度。
模具寿命保证在200万模次以上。
6
独立自锁瓶胚模具
1.热流道采用针阀式热喷咀,吹瓶前无须剪浇口,加热温度均匀,可提高塑料制品质量。
2.产品壁厚采用电脑设计,提高吹瓶的成品率。
3.采用了先进的锥度定位技术,每腔独立自锁,每腔独立自锁确保产品低偏心、无飞边。
4.模具注腔、注芯选用了瑞典原厂预热处理优质专用模具钢制造。
5螺纹口按国际标准制造,本厂拥有带有螺旋进刀收尾功能的数控车床束车削螺纹。材料采用进口氮化钢制造,硬度高,使用寿命长。各配件可互换,使用更方便。
本厂一直致力经营于各种PET模具,瓶坯模具,管坯模具,吹品模具,塑料模具等。本厂秉承“不断创新,不断进取”的经营理念,坚持“客户之上”的原则为广大客户提供优质的服务。!本厂拥有多年经验的高级模具工程师,采用最新CAD/CAM/CAE计算机系统,和先进数控加工中心设备,做到就算自己亏本,也不粗制乱造的理念,我厂模具钢材全部使用进口钢材,如(3cr13 35crmo 进口P20等钢材,专业生产各类PET模具(如:气封模具、免剪浇口模具、独立自锁、可调偏心等新式PET模具),同心度保证在0.12mm以下,确保所有型腔,型芯可互换,寿命长等特点。而且价格合理,交货及时,一直受到广大客户的好评与信赖。
我厂始终坚持“以质量求生存”的理念,并致力于不断创新,全心全力为广大客户服务。热忱欢迎国内外广大客户来电、来函、来人洽谈。精辉模具厂希望可以与您共创辉煌!