 客服热线:
客服热线:









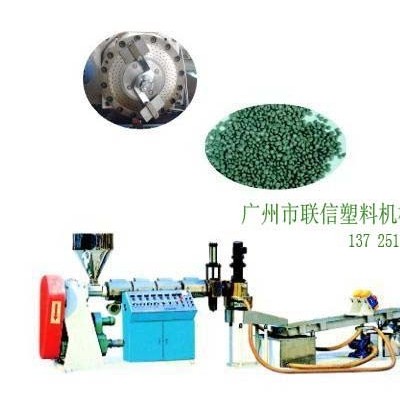






供应硬质PVC塑料管材锥形双螺杆挤出
| 种类 | 管材生产线 |
|---|---|
| 螺杆数量 | 2 |
| 螺杆直径 | 65 |
| 加热功率 | 11 |
| 生产能力 | 68 |
| 品牌 | 联信 |
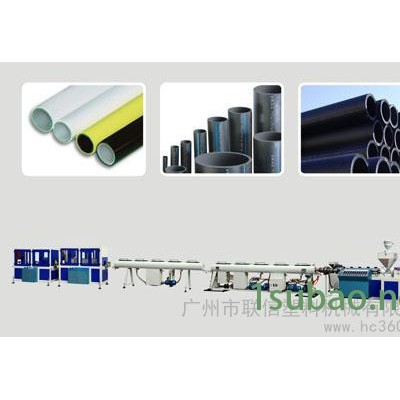
供应PVC管材生产线广东管材机
新型PVC管材生产线
塑料管材作为化学建材的重要组成部分,广州联信塑料机械有限公司生产的pvc管材生产线以其过硬的性能,卫生、环保、低耗等为广大用户所广泛接受,产品全面通过ISO9001:2008及CE等质量体系认证。主要产品有UPVC排水管,UPVC给水管。pvc管材生产线由控制系统、挤出机、机头、定型冷却系统、牵引机、行星切割装置及翻料架组成。广州联信品牌pvc管材生产线深受广大用户的一致好评,在行业内有:“买管**买联塑管,买机**买联信机”的的说法。塑料管材生产线出现故障时,会直接导致塑料管材出现表面粗糙,内部出现抖动环,无真空等现象,所以要及时排除塑料管材生产线故障,才能提高产品质量。
王嘉恩 Kina Wang
13798192629
GUANGZHOU LIANXIN PLASTIC MACHINERY CO., LTD
广州联信塑料机械有限公司
公司地址: 广州市番禺区南村镇罗边村罗山大道骏达工业区28号
手机: 0086-13798192629/13798983475
电话: 86-20-3993 2881 传真: 86-20-3478 7368
公司主页: www.lxextruder.com SKYPE: kathleenkensa
MSN: kinawje@hotmail.com E-mail: kina@lxextruder.com
2、PVC管材生产线设备功能
(1) 原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料, 按比例、 工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50度;这样**可以加入到挤出机的料斗。
(2) 挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速
(3) 挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
(4) 真空定型水箱用于管材的定型、冷却, 真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却, 真空定型水箱上装有前后移动装置和左右、高低调节手动装置。
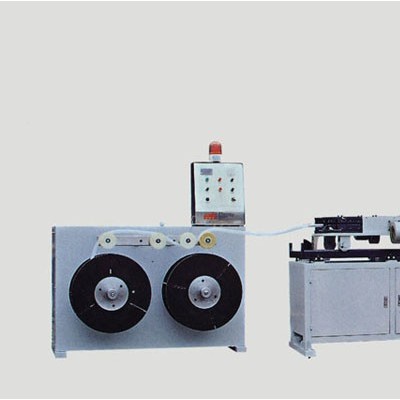
(5) 牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。
(6) 切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7) 翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
3、PVC管材用途
PVC管材,是指做成管材的主要原料是PVC树脂粉。PVC管材的种类一般是以管材的用途来分的:排水管,给水管,电线管,电缆护套管……
因为做的原料配方是有区别的,各类管的抗压性等各方面的指标是不一样的。
PVC给水管配合给水配件,用于楼房的给水工程。
PVC排水管用于排污……
4、辨别PVC管材的好坏的方法
(1)先看表面光洁度,以及白度。
(2)拿样品摔,容易摔碎者一般是高钙产品,当然要符合你们的要求价格合适的话是可以的。
(3)拿样品用脚踩管材的边,看看是否能裂开,或者裂开后的断裂伸长率。
(4)耐侯方面挺麻烦的**直接的办法**是拿到高温高光的地方放个几天,看表面变化率,但太浪费时间。主要看前3项**好。
5、pvc管材生产线故障处理方法
生产线的故障 ⑴塑料管材外表面粗糙
调整工艺温度:降低冷却水温,PE管**冷却水温为20~25℃;检查水路,是否存在堵塞或水压不足现象;检查机筒、机头等加热圈是否有损坏;调整定径套进水流量;咨询原料供应商,本批次原料参数;检查模具芯部温度,若高于口模区段温度,调低芯部温度;清理模具;
⑵塑料管材外表面出现沟痕
调整定径套出水压力,出水量要求均衡;调整真空定型箱内喷嘴角度,使管材冷却均匀;检查口模、定径套、切割机等硬件是否存在杂物、毛刺等;
⑶内表面出现沟痕
检查内管是否进水,如进水则将刚出口模的管胚捏牢,使其内腔封闭;降低模具内部温度;清理并抛光模具;
⑷管道内部出现抖动环
调整定径套出水,使其出水均匀;调整二室真空度,使后室真空度略高于前室真空度;检查真空密封垫是否过紧;检查牵引机有否存在抖动现象;检查主机出料是否均匀;
⑸无真空
检查真空泵进水口是否堵塞,如堵塞,用针状物疏通;检查真空泵工作是否正常;检查真空管路有否漏气;检查芯模压紧螺钉中间的小孔是否堵塞,如堵塞,用细铁丝疏通;
⑹管材外园尺寸超差
调整真空度大小可改变外园尺寸;调整牵引速度可改变外园尺寸;修正定径套内孔尺寸;
⑺管材园度超差
调整真空定型机、喷淋箱内喷嘴角度,使管材冷却均匀;检查真空定型机、喷淋箱内水位高度、水压表压力,使喷淋量大而有力;检查真空定型机、喷淋箱水温状况,若>35℃,需配置冷冻水系统或增加喷淋冷却箱;检查水路,清洗过滤器;调整工艺;检查并修正定径套内孔园度;调整管材导向夹持装置,以修正管材的椭圆度;
⑻管材壁厚不均匀
在模具上调整壁厚;调整真空定型机及喷淋箱内喷嘴角度,使管材冷却均匀;调整定径套出水,使其出水均匀;拆开模具,检查模具内部螺钉是否松动,并重新拧紧;
⑼塑化温度过高
调整工艺;调整模具芯部加热温度,并对模具内部通风冷却;
⑽切割计长不准确
检查计长轮是否压紧;检查计长轮是否摆动,并拧紧计长轮架固定螺栓;检查切割机行程开关有否损坏;检查旋转编码器是否损坏;旋转编码器接线有否脱焊(航空插头座接触是否良好);各单机外壳(PE端子)应各自引接地线到1个总接地点可靠接地,且该接地点应有符合电气接地要求接地桩,不允许各单机外壳(PE端子)串联后接地,否则将引入干扰脉冲,引起切割长度不准;
⑾共挤标识条问题
共挤标识条扩散:一般是由于用户使用的共挤料选择不当造成,应使用PE等专用料,必要时可降低挤出段温度;
共挤标识条挤不出:如开机2小时后仍无共挤标识条,一般是由于共挤机螺杆后退造成;拆出螺杆,重新紧固螺钉;
共挤标识条太细或太宽:一般是由于共挤机挤出量与管材牵引速度不匹配造成,应调节共挤机变频器频率或改变牵引速度使二者速度能匹配;其次是共挤机下料段冷却水套未通冷却水的原因;
共挤机标识条时有时无:一般是由于共挤机下料口共挤料下料不均匀,应检查下料口冷却水套通水情况并选择合适的共挤料粒度(一般要求粒子<Φ3×3mm);
电脑系统故障 电脑在开机或工作时,不允许进入测试状态。
塑料管材问题 UPVC排水管
UPVC排水管在我国塑料管材行业产量占到50%左右,是我国应用**广泛,应用较早,用户**熟悉的塑料管材。然而在检测中我们发现,正是UPVC排水管存在着诸多的问题。
这是因为PVC树脂性能较差,加工范围较窄,成型条件极为苟刻,所以对UPVC管生产企业来说,寻找**助剂(如稳定剂、改性剂、润滑剂、填充剂等),研究**优配比和合理工艺,是保证塑料管材质量的前提,现介绍几种塑料管材常见问题。
塑料管材问题一:拉伸强度及韧性较差。好的UPVC管其拉伸强度曲线应具有明显屈服,延伸率较大,而差的塑料管材常常表现为脆性,延伸率低而易断裂。
塑料管材问题二:抗冲击较差。按GB/T5836.1-92标准检测落锤冲击试验,多测发现,一次通过率仅为不足50%,许多产品甚至10次冲击,全部破裂。
塑料管材问题三:软化温度较低,易于遇热变形。表现在试验性能上,即是维卡软化温度较低(小于79),有些厂家为提高软化温度,简单地在配料时加大填料量,这样做的确可提高软化温度,但却使管材其它性能,尤其是抗冲击性,拉伸强度、韧性大大降低,因此要提高软化温度,而不降低或很少降低其它性能**应在助剂选择、原料配比、生产工艺、及生产机械上下工夫,不可轻率对待。
UPVC给水管
UPVC给水管,按照国标GB/T10002.1-1996进行检测,其液压检验性能标准值要求较高,这**对生产UPVC给水管材的企业提出了很高的要求。偏心问题是常见的塑料管材问题之一**会导致生产出的塑料管材壁厚不均匀度较大,从而不但造成原材料的浪费,而且使其液压试验性能很难达到环应力42MPa的要求,对塑料管材生产线运作造成很大的影响。因此这**要求生产企业不但要把好材料配比,有条件的企业应安装在线检测仪器,随时调整塑料管材的尺寸偏差。









