 客服热线:
客服热线:











- 品牌:9700
- 型号:4066
- 类型:角度铣头
- 通用特性:高精度
- 主轴圆锥孔号:3961
- 外形尺寸:8973mm
- 重量:3151kg
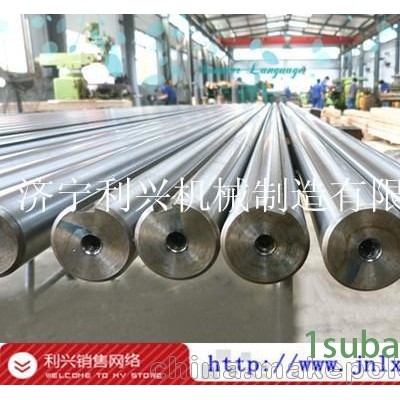
公司目前拥有国内大的5M螺纹磨床、CNC3M导轨磨床、国内唯的进口高精密CNC3M螺纹磨床、1.5M、2M、2.8M、4M等精密螺纹磨床,CNC螺母加工中心、8M梯形丝杠精密车床、8M数控淬火机床等设备,具有生产精密、微型、高速、超长、大型、重载机床配件的能力。
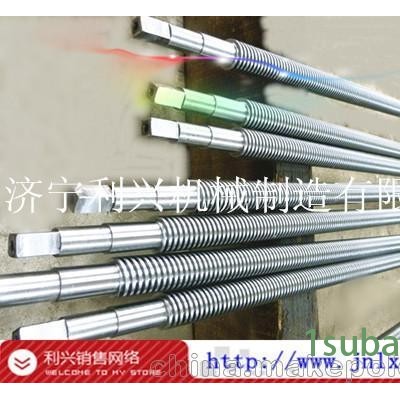
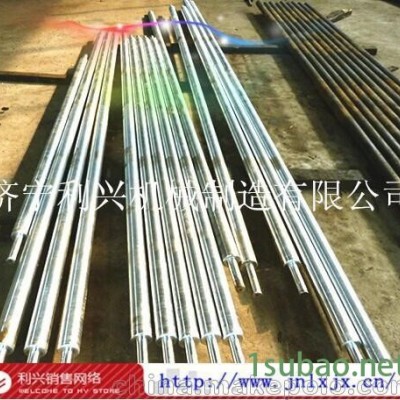
2 镀铬丝杆的表面镀铬主要有三个作用:1.增加丝杆表面的光洁度;2.增加丝杆表面的防腐蚀性能;3.增加丝杆表面的耐磨性.一般用在石油机械,包装机械,水下设备等上面的传动丝杆都需要镀铬处理,
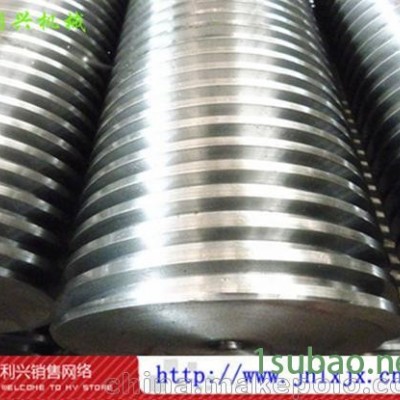
3 丝杠是一种精度很高的零件,它能精地确定工作台坐标位置,将旋转运动转换成直线运动,面且还要传递一定的动力,所以在精度、强度及耐磨性等方面都有很高的要求。所以,丝杠的加工从毛坯到成品的每道工序都要周密考虑,以提高其加工精度。
丝杆的分类
机床丝杠按其摩擦特性可分为三类:即滑动丝杠、滚动丝杠及静压丝杠。
由于滑动丝杠结构简单,制造方便,所以在机床上应用比较广泛。滑动丝杠的牙型多为梯形。这种牙型比三角形牙酬具有效果高,传动性能好,精度高,加工方便等优点。
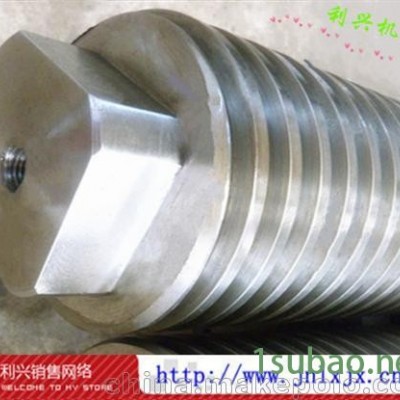
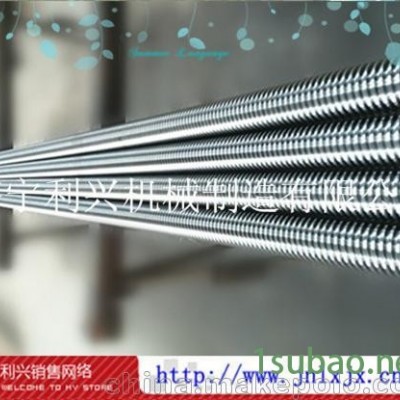
4 普通丝杠螺纹也称连接丝杠螺纹,按照计量单位的不同可分为米制丝杠螺纹和公制丝杠螺纹和英制丝杠螺纹,3种。按照丝杠螺纹大小可分为粗牙丝杠和细牙丝杠,按照线数的多少可分为单线丝杠螺纹和多线丝杠螺纹,按照丝杠螺纹的结合形式及用途的不同,将普通丝杠螺纹分为三类:紧固丝杠螺纹,紧密丝杠螺纹,传动丝杠螺纹等。
5 公司专业生产、加工大型精密丝杠及轴类产品,公司主导产品有:≤30米的大型精密梯形丝杠,THK,DFU,DFI,SFV,SFS系列滚珠丝杠,光杠,开关杠,花键轴,精密主轴,直线轴,驱动轴,立柱,拉杆,轧辊,蜗杆。各种材质的螺母可与丝杠互配,承接各种大型精密异型丝杠,大螺距非标丝杠,异型细长轴等。
6 梯形丝杆 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 丝杠螺母 花键轴 大型花键轴 山东花键轴
丝杠为了减少或消除这种变形,可采用如下方法:1.在卡盘的每只卡爪与工件之间垫入Φ4mm×10mm的钢丝,夹入长度为15~20mm。垫入钢丝后,使工作件与卡爪之间成线接触,从而使工件与卡爪之间可以有稍许相对运动。避免工作件被卡爪卡死,起到方向调节的作用,减少工件的弯曲变形2.将机床尾座顶尖改为带弹簧的弹性顶尖。弹力大小由顶尖顶紧的程度决定。当工作件受切削热产生膨胀而伸长时,推动顶尖压缩弹簧作轴后移,避免了工件产生弯曲变形,从而保证加工精度3.采用缩颈法。在丝杠卡盘一头车出一个缩颈部分,缩颈部分的直径d=D/2(D为丝杠的坯料外径)。
45 钢丝杠的调质 45 钢丝杠是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源 广,所以应用广泛。它的最弱点是淬透性低,截面尺寸大和要求比较高的工件 不宜采用。 45 钢淬火温度在 A3+(30~50) ℃,在实际操作中,一般是取上限的。偏高的 淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的 奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温 时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长, 也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉 量大于工艺文件的规定,加热保温时间需延长 1/5。 因为 45 钢淬透性低,故应采用冷却速度大的 10%盐水溶液。工件入水后,应 该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为 当工件冷却到 180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所 致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度 难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更 好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止 的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚 至开裂。 45 钢调质件淬火后的硬度应该达到 HRC56~59,截面大的可能性低些,但 不能低于 HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体 甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45 钢淬火后的高温回火,加热温度通常为 560~600℃,硬度要求为 HRC22 ~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬 度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强 度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、 插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我 们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一 般工件回火保温时间总在一小时以上。
<img src='










