 客服热线:
客服热线:










- 品牌:3698
- 型号:4982
- 类型:其他
- 适用机床:其他
- 通用特性:气动
- 中心高:4610mm
- 重复定位精度:8988mm
- 外形尺寸:6915mm
- 重量:1714kg
选择梯形丝杠时,最应重视哪些规格参数:
梯形丝杠的主要性能参数为轴向负载和转速(rpm),这两者的关系可用压力速度(PV)曲线表示。
由于梯形丝杠在运行时使用滑动面支撑负载,因此会产生摩擦生热现象,这个过程中,滑动面也会出现磨损。PV曲线定义了负载和速度的安全运行极限。当负载增大时,必须降低转速,以防止过热和磨损;反之亦然。
这样,在负载较小时可以实现高的丝杠旋转速度,而在负载较大时,则丝杠需缓慢运行。需要注意的是,在不增加转速的情况下,可以通过增大丝杠的导程来提高丝杠的直线速度。这个方法可以延长丝杠的使用寿命。
为了确定所需的梯形丝杠系统的规格,必需清楚驱动负载所需的扭矩对于滑动丝杠选型很重要。只要知道滑动丝杠的效率,所需的扭矩可以轻松算出。导程越大,所需的扭矩值越大,同时丝杠的效率也会提升。
梯形丝杠通常应用于要求运行平滑、精密、清洁和免维护的仪器级别的应用中,螺母通常采用经内部润滑的聚合物材料。梯形丝杠的应用还有实验室和生命科学设备,例如DNA采样设备、扫描设备以及流体搬运设备等。其它应用还包括雕刻、快速成型、检验和数据存储设备。另外,滑动丝杠配合金属(通常是铜)螺母也可以用于重载提升。
在决定采用轧制、铣制或磨制等制造工艺时,应考虑哪些因素:
对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)
梯形丝杠润滑:
建议对梯型丝杠采用油润滑,特别是油池润滑或滴油润滑法更有效。油池润滑是最适当的方法,因为这种方法可以满足苛刻的条件,例如高速、重负荷或外部热传递,并且使梯型丝杠冷却。滴油润滑适合于中低速度和中轻负荷的情况。请根据表2中显示的条件选择润滑油。
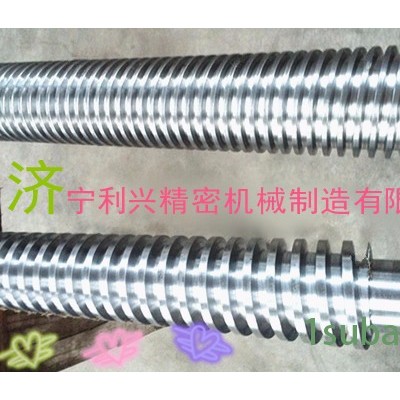
梯形丝杠编号方式:Tr40*06L1000-8 其中,r为梯形丝杠,40为公称直径,06为螺距,L为螺距旋向,左旋为“L”,右旋为“R﹨',1000为长度,单位是mmT,8为精度等级。公司拥有各种规格的精密丝杠专用车床,产品精加工在恒温条件下进行,能生产标准,特殊齿形等类型丝杠,完全具备专业生产水平。济宁利兴机械欢迎新老客户来图样加工。
对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)。
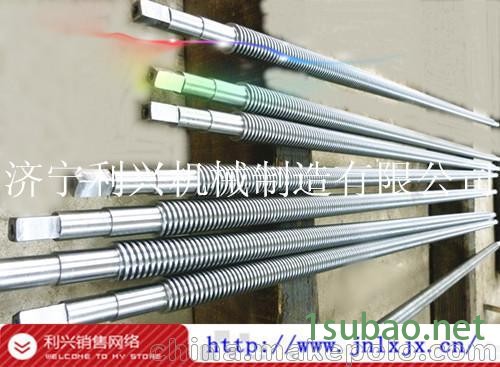
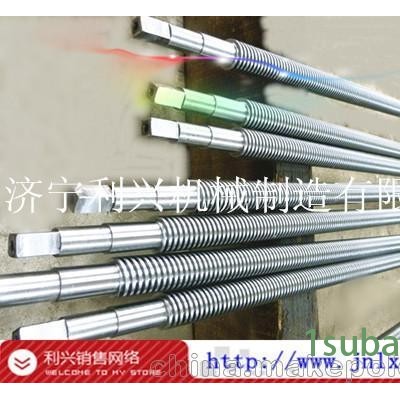
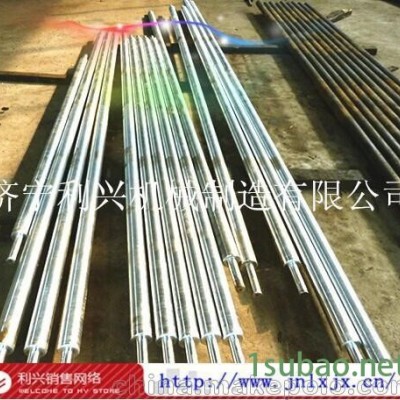
济宁利兴精密机械制造有限公司为您提供供应梯形丝杠/高品质梯形丝杠/高精密丝杠。
梯形丝杠是有一步一步的切削制造而成,
梯形丝杠杆
梯形丝杆是一种具有 45° 导程角的不易于加工的滑动进给丝杠。其大导程角最适合于在低转速下实现快速往复进给
对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)。










