 客服热线:
客服热线:














- 品牌:8610
- 型号:3393
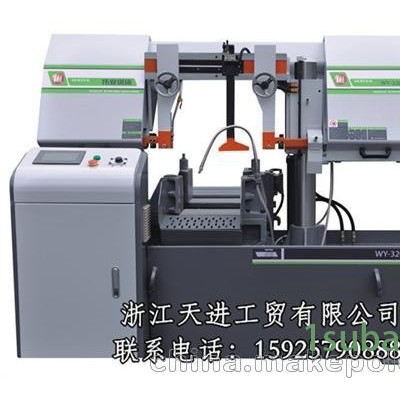
- 类型:双V型快换刀架
- 适用机床:锯床
- 通用特性:精密
- 中心高:5348mm
- 重复定位精度:2032mm
- 外形尺寸:7512mm
- 重量:4975kg
机械结构:床身
床身为铸铁件,固定在底座上,立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,是用以支撑锯梁上下升降运动,并保证准确的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆穿过液压夹紧油缸杆内孔,转动手轮或按动按钮,使左钳口左右运动。2:适用场合:主要应用于机械,锻造,加工等的下料。
天进工贸为您分享锯床工作原理:
按紧停(停止)按钮,顺时针方向旋转,油泵电机工作,齿轮泵工作,油液经过滤网进入管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件夹紧按钳紧按钮,电磁阀工作,液压油进入夹油缸左边,右边液压油回油箱,左钳向工件夹紧。
系统的模拟输入输出模块,使锯削过程的监视具有广泛的意义,如:锯床只要增加锯条变形的反馈,即可对锯削速度进行自适应调整。增加伺服阀,即可对锯削过程的速度和位置控制进行优化。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。
天进工贸为您分享:锯床锯削速度
体系的模仿输入输出模块,使锯削进程的监视具有广泛的含义,如:锯床只需添加锯条变形的反应,即可对锯削速度进行自适应调整。添加伺服阀,即可对锯削进程的速度和方位操控进行优化。体系的办理功能使资料和工件的办理更便利。体系的中文界面和实时的图形状况显现,使操作更友爱更直观。造成锯床锯切的精度有误差的因素及处理——带锯床厂家来为大家娓娓道来锯床导向臂的导向角夹持的锯条与锯床工作台不笔直 ,解决方法:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。带锯条松了解决方法涨紧锯条。带锯条有也许磨损解决方法:假如锯条有修正价值能够修补,假如没有的话就替换锯条。锯床下料速度进给太快解决方法:调整调速阀使进给速度慢一点。锯床两导向臂之间间隔太大解决方法:调一下导向臂的间隔,一般比材大6-10厘米。锯床导向角里夹锯床的小轴承也许损坏解决方法:替换小轴承就能够!










