 客服热线:
客服热线:











- 品牌:6922
- 型号:9351
- 类型:卧式转塔刀架
- 适用机床:组合机床
- 通用特性:其他
- 中心高:6143mm
- 重复定位精度:7724mm
- 外形尺寸:7782mm
- 重量:4743kg
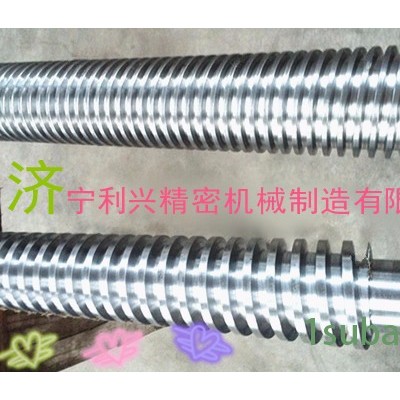
常用的双螺母丝杠消除间隙的方法有:
①、为双螺母垫片调隙式,改变垫片的厚度,使内外两个螺母产生轴向相对位移。
双螺母垫片调隙式结构优缺点:这种调隙方式能调整预紧量,结构简单,刚度高,工作可靠,但调整不方便,滚道磨损时不能随时进行调整。
②弹簧自动调整式:用弹簧使两螺母间产生轴向位移。其特点是能在使用过程中自动补偿因磨损或弹性变形产生的间隙,但其结构复杂、轴向刚度低,适合用于轻载场合。
③为齿差调隙式,通过调整螺母端头上的外齿相对内齿的啮合角度来消除间隙。
双螺母齿差调隙式结构优缺点:这种调隙方式能微调预紧量,工作可靠,滚道磨损时调整方便。但结构复杂,用于需获得准确预紧力的精密定位系统。
④为螺纹调隙式,转动调整螺母1,使螺母2产生轴向位移。
双螺母螺纹调隙式结构优缺点:这种调隙方式结构简单,调整方便,滚道磨损时可随时进行调整,但预紧量不很准确。
维修客服人员服务有:
一:清洗、加润滑油脂、调整丝杠和滚珠丝杆螺母之间隙
二:更换滚珠丝杠和螺母之间滚动体(钢球)
三:更换滚珠螺母、
四:更换滚珠螺母循环配件(循环管或换向器)
五:研磨已经磨损的滚珠丝杠和滚珠螺母的沟道使其达到用户的使用精度。
六:提供滚珠丝杠的精度检测服务,使客户在及时了解到设备的状态,从而提高生产效率,大大降低了由于设备的故障所带来的损失。
七:滚珠丝杠的替换服务;由于客户的滚珠丝杠已经到达使用寿命无法维修,我们可以在及时时间为客户提供上门测绘服务,并为客户提供专业的技术支持,在最短的时间内为客户提供高精度滚珠丝杠的替换,已达到客户的设备可以在运转,
【滚珠丝杠制造工艺】
在制造工艺上,冷、热加工过程中的对几何精度控制及丝杠内部组织质量是影响滚珠丝杠副性能主要因素。随着数控系统‘电机、光栅尺等其它数控功能部件的同步发展,滚珠丝杠副作为实现数控机床直线运动的主要功能部件,它的导程制造精度要求在一定程度上将会逐步弱化,而对影响滚珠丝杠副性能的几何尺寸精度及丝杠内部组织要求逐步提高。
影响滚珠丝杠副性能的主要制造因素有丝杠及螺母滚道几何形状的加工误差、丝杠中径尺寸的一致性误差,冷加工对滚道表面组织的影响等。
如何更好的减少这些误差和影响,目前,高速硬旋铣螺纹这一新技术为此提供了全面解决方案,该加工技术无须切削液.属绿色环保制造范畴,其主要优势是生产效率高,加工应力小,表面加工质量高。










