 客服热线:
客服热线:














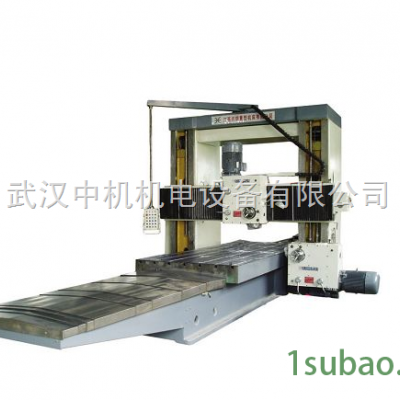

1、铣头设有内置飞轮,切削比较平稳。
2、铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便。
3、工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损。
4、X336及以下床身导轨与立柱导轨及丝杆采用手动润滑泵润滑;X338及以上床身导轨采用柱塞泵润滑,工作台丝杆采用浸油润滑;铣头采用独立柱塞泵润滑,整机具有良好的减磨润滑性能。
5、床身导轨采用了超音频淬火热处理,耐磨性能大大提高。
6、主要铸件均采用了粗加工前时效处理和粗加工后时效处理(二次时效),可大大降低铸造热应力变形,保证精度的稳定性。
7、可据用户要求安装数显或将变频调速改为伺服调速并安装电子手轮,可安装行程300或500的镗铣头。
2、铣头在立柱上上下移动、工作台工作进给均采用变频无级调速,有利于选取合理的切削参数,使用较方便。
3、工作台采用耐磨贴塑导轨新技术,可减少床身导轨的磨损。
4、X336及以下床身导轨与立柱导轨及丝杆采用手动润滑泵润滑;X338及以上床身导轨采用柱塞泵润滑,工作台丝杆采用浸油润滑;铣头采用独立柱塞泵润滑,整机具有良好的减磨润滑性能。
5、床身导轨采用了超音频淬火热处理,耐磨性能大大提高。
6、主要铸件均采用了粗加工前时效处理和粗加工后时效处理(二次时效),可大大降低铸造热应力变形,保证精度的稳定性。
7、可据用户要求安装数显或将变频调速改为伺服调速并安装电子手轮,可安装行程300或500的镗铣头。










