 客服热线:
客服热线:











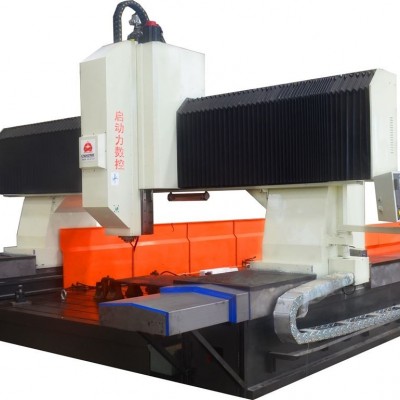






法兰高速龙门钻铣床 传统的人工刮研工艺,是机床高精、高效,持久稳定运行的保障。机床主体的龙门立柱、床身、 Z轴滑板、滑枕导轨面及安装面均采用人工刮研工艺,人工刮研是机床制造中不可或缺的工艺环节,它提高了机床各部分的相对精度,弥补了加工过程中因夹装受力扭曲,刀具磨损和加工设备精度不足而导致的零部件精度误差,在自然状态下zui大化的提高了设备精度。因此人工刮研工艺是机床高精度、持续稳定高效运行不可或缺的工艺环节。法兰高速龙门钻铣床 主轴电机配合中心出水主轴(中国台湾键春主轴或国产机械主轴),内、外冷自由切换。北京CTB伺服主轴电机,配合机械主轴使得机床高速钻、铣、攻丝,具有强有力保障。 丝杆、线规保证中国台湾品牌:丝杆,机床精度的保障,我厂根据机床大小,对刚性、强度要求的不同采用中国台湾TBI的5010型/5020型/6320型/8020型不同型号和强度的丝杆;线规始终采用中国台湾上银、银泰、ABBA的45型/55型线规是机床稳定、高效稳定的基础保障。机床采用广数或者KND数控系统。且主要电器元器件采用欧姆龙、施耐德、德力西、正泰等用户信赖的品牌。为机床的稳定运行提供了强有力保障。减少机床电器故障的发生。

机械部件的维护
1.丝杠和导轨的维护
①定期检查、调整丝杠螺母的轴向间隙,保证反向传动精度和轴向刚度;
②定期检查丝杠支撑与床身的连接是否松动以及支撑轴承是否损坏。如有以上问题要及时紧固松动部位,更换支撑轴承;
③采用润滑脂的滚珠丝杠,每半年清洗一次丝杠上的旧油脂,更换新油脂。用润滑油润滑的滚珠丝杠,每天机床工作前加油一次;
④注意避免硬质灰尘或切屑进入丝杠防护罩和工作过程中碰击防护罩,防护装置一有损坏要及时更换。
2.主动轴的维护
①定期调整主轴驱动带的松紧程度;
②防止各种杂质进入油箱。每年更换一次润滑油;
③保持主轴与刀柄连接部位的清洁。需及时调整液压缸和活塞的位移量;
④要及时调整配重。
气动系统的维护
1. 清除压缩空气的杂质和水分;
2. 检查系统中油雾器的供油量;
3. 保持系统的密封性;
4. 注意调节工作压力;
5. 清洗或更换气动元件、滤芯。
技术参数:










