 客服热线:
客服热线:














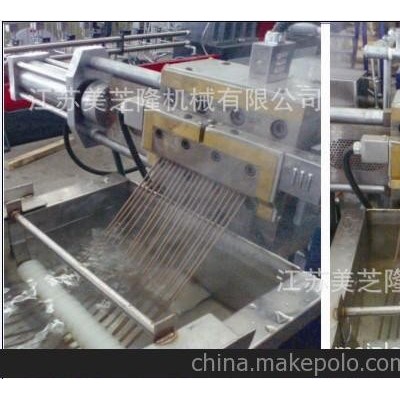



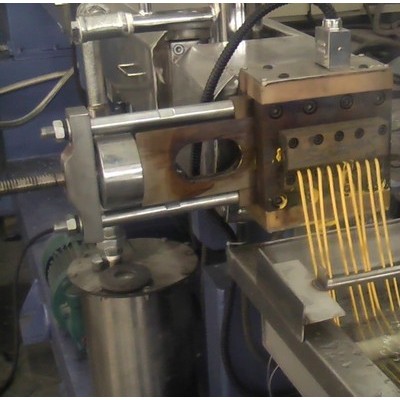
供应订制双螺杆挤出机机组
| 种类 | 塑料挤出机 |
|---|---|
| 螺杆数量 | 双螺杆 |
| 品牌 | 美芝隆 |
| 型号 | MT20-36-40-50-60-65-75-95 |

使用范围
填充改性,如PE、PP、ABS、PC、EVA等填充CaCO3、Talc、TiO2等;
橡塑共混、塑料合金,如PC+ABS、PA+EPDM、PBT+PET、PP+NBR等;
色母粒,如PE、PP、ABS、PC、EVA、PET等;
阻燃母粒、可降解塑料、抗静电母料、抗菌母粒等;
玻纤(碳纤)增强,如PA、PP、PC、ABS、PBT、POM+玻纤;
热塑性弹性体,如TPR、TPE、TPV、TPU等;
缆料,PE、PP、EVA、PVC、XLPE;
反应挤出,如PA、PU、POM、PMMA、PC等;
排气脱挥后处理,如CPP、CPE、SBS、EPDM、SEBS,氟橡胶、顺丁橡胶等;
粉末涂料,如环氧型、聚酯型、混合型等。
MT75平行双螺杆挤出机组技术参数说明
机组设施技术要求:
1、动力数据和环境要求
1.1、低压供电标准(DIN/IEC38) 380v-5+10%,50Hz-/+2% phase/N/PE 50Hz
1.2、控制电压标准(transformed) 220 V AC(接触器、仪表、电磁阀)
1.3、环境温度要求 10-40℃
1.4、空气相对湿度要求 max.80%,无凝露
1.5、安装高度 ≤ 10M
2、用电量要求:
1.1、总用电量:~170kw。
(主机110kw 380V/50Hz。加热功率50kw 220V/50Hz。切粒机吹干机等约10KW。)
1.2、电气控制柜要求:
与生产现场隔离,建筑简易隔离房,要求安装通风设备或换气扇,室内温度不能高于40℃。
3、用水要求:
1.1、内循环水:设备工艺需要机筒冷却降温用循环水,水介质必须为软水(蒸馏水),不能使用自来水,以防水垢。
1.2、外循环水:冷却内循环水回水降温和水槽循环降温用水,可在生产厂房墙外就地筑建10m3左右的水池,配水泵形成水循环。
4、设备重量: ~5.5T ; 尺寸:5800mm*1200mm*2200mm
标准参数
机型 | 螺杆直径 | 每根螺杆的扭矩 | 生产能力 | 轴向最大压力 | 螺杆最大速度 |
Mm | Nm | Kg/h | Bar | Rpm | |
MT-20 | 21.7 | 30 | 2-10 | 150 | 600 |
MT-35 | 35.6 | 142 | 20-70 | 150 | 600 |
MT-50 | 50.5 | 425 | 80-200 | 150 | 600 |
MT-65 | 62.4 | 695 | 150-350 | 150 | 600 |
MT-75 | 71.0 | 1235 | 300-600 | 150 | 600 |
MT-96 | 93.6 | 2430 | 500-1000 | 150 | 600 |
注意:某些参数可能根据工艺需求进行调整,会与得到设备的实际参数有所不同。
设备用水的详细说明
条件 | 筒体和螺杆芯轴冷却(冷凝物或软化水) | 水下造粒、水环切粒和水冷拉条切粒 | 冷却站的冷却水 | |||
Circuit | Adm. | Circuit | Adm. | Circuit | Adm. | |
压力(bar) | 3-7 |
| 3-7 |
| 4.5-7 |
|
温度(℃) | 10-80 |
| 10-60 |
| Max. 28 |
|
最大温升(℃) | 10 |
| 10 |
| 8 |
|
容许的最大压降(bar) | -- |
|
|
| 1.5 |
|
分析 | ||||||
PH值(在20℃) | 8-9.5 |
| 8-9.5 |
| 7.5-9 |
|
总硬度 | ≤0.3 | ≤0.3 | ≤4 | ≤2 | ≤18 | ≤4 |
传导率 | ≤0.2﹡ |
|
|
|
|
|
氧气 | ≤0.02 | ≤0.02 |
|
|
|
|
氯化物 | ≤5 | ≤5 | ≤50 | ≤25 | ≤200 | ≤50 |
硫酸盐 | ≤5 | ≤5 | ≤100 | ≤50 | ≤300 | ≤70 |
含油量 | ≤1 |
| ≤1 |
| ≤1 |
|
微生物构成 |
|
| ≤1000 |
| ≤10000 |
|
凝固指数 | ≤1 |
| ≤2 |
| ≤2 |
|
注释 | a |
| b |
| c |
|
﹡软化水是用来检测离子交换剂的,如果检验因酸性导致数据偏高,将有必要更换离子交换剂。
为了避免腐蚀,应保障水循环不超过上表中的数值。另外备选用蒸馏冷凝水或饮用水。









