 客服热线:
客服热线:













非金属模型加工龙门机床
机床适用行业:针对非金属材料特性,长征公司开发了SX2000H/2非金属加工龙门加工中心。可适用于各类非金属材料的加工,如木材、代木,环氧树脂,油泥,碳纤维,铝蜂窝,玻璃钢,泡沫塑料,玻璃和可加工塑料等。特别是该机床还适合于风力发电工业的桨叶模型制造、豪华游艇的模型制造工业、铸造工业的木模和砂模制造、以及汽车1:1 整车模型、卡车驾驶室模型的制造等领域。
非金属材料加工对机床的要求:进给速度快(采用发热少的传动结构)、加速度高、主轴转速高、机床整体防护性能好、防油性能好、可以选择吸尘装置等。
一、 主要特点:
1、 机床主要结构特点
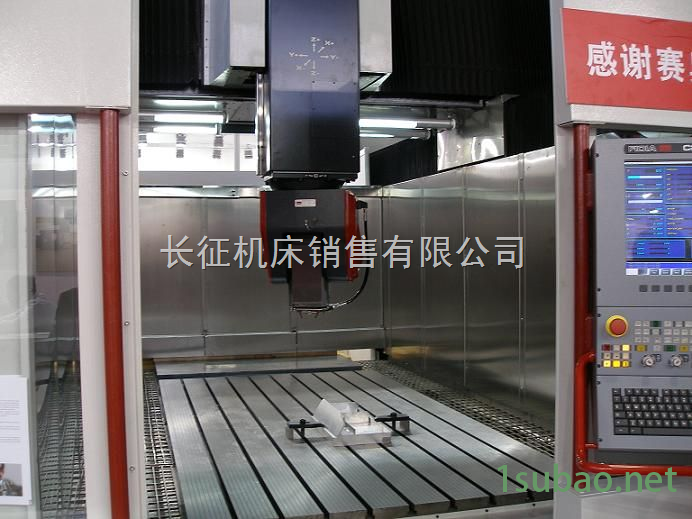
SX2000H/2x60五坐标联动龙门加工机床采用*的桥式龙门结构,具有*的高速铣床的技术特性,移动式横梁两侧配置两套齿轮/齿条传动系统,实现龙门电气双驱,确保机床具有*的动态运动特性和*的驱动刚性。工作台固定于地面,在加工时,工件相对固定,刀具运动围绕工件进行加工,符合高速铣床的铣削特点。由于采用桥式龙门结构,因此具有*的热对称性结构,保证工件的加工精度。

图一、机床外观图
本机床由立柱、工作台、横梁、十字滑座、滑枕、双摆头主轴部件等组成,立柱、工作台等基础铸件均采用薄壁多筋结构,并由德国树脂砂生产线铸造,确保了机床具有良好的静刚度;横梁、十字滑座、滑枕等运动部件采用采用焊钢结构,zui大化减轻重量,提高运动速度。所有焊接部件在每一次加工后均经过严格的稳定性处理,zui大限度的消除了部件内部应力,有效提高了部件的稳定性,避免变形,从而使机床具有极高的动态精度、静态精度和稳定性。
本五坐标联动机床采用“3+2”的形式构成——三个直线坐标+双摆头主轴的A轴摆动和C轴旋转。
2、精密高速双摆铣头
机床主轴采用了进口的双摆铣头主轴组件,响应速度快,运转平稳,摆动精度高。主轴zui高转速18000r/min,A轴摆角:±115°,C轴摆角:360°。在实现高转速的同时还能实现A/C轴的联动插补切削,同时配备主轴恒温冷却系统,确保较低的主轴温升,以保证主轴的高精度。
双摆铣头外观图
3、进给传动
三向直线坐标导轨均采用直线导轨,机床响应速度快。三轴进给运动均采用了进给电机与精密减速箱连接的齿轮齿条传动方式,且采用了当今*的双电机消隙技术,保证了传动精度。精密减速箱和直线导轨均采用了进口件,保证了机床的高精度。具有响应性好、高精度、高刚性等优点。
图4、齿轮齿条传动方式
4、清洁环保的润滑方式:
在X轴直线导轨采用定时定量自动润滑装置,使摩擦系数小,动静响应特性好,导轨的精度保持性好,并设计有润滑油回收装置;在Y、Z轴直线导轨采用导轨滑块自润滑装置,在保证润滑的同时更注重无泄露及无润滑油滴落的现象;精密减速箱的润滑采用内部润滑,齿轮齿条采用毛毡齿轮润滑,减少滴油现象,同时还采用润滑油回收装置进行回收。
图5、齿轮齿条自动润滑装置
5、机床操作宜人性良好:
机床采用全封闭防护罩, 外型美观,操作安全。配置吊挂式操作站,具有良好的观察和操作位置。设计上充分考虑到机床的抗粉尘能力,考虑到非金属材料的加工的粉尘一般会造成机械运动部件的剧烈磨损,在机床设计中充分考虑了机械传动部件的选择和密封,将机械磨损的几率降到zui小。所有直线导轨付采用导轨滑块侧面密封及端面刮板相结合的方式,并采用风琴式导轨罩防护。齿轮、齿条采用风琴式导轨罩防护。对于机床的外防护,采用钣金外防护和风琴顶罩相结合的方式进行密封。
6、控制系统
机床配置西门子840D数控系统,主要电器元件均为西门子产品,保证控制系统的稳定可靠。
二、主要规格参数:
| 名 称 | 单位 | 规 格 | 备注 |
| 工作台面积(宽×长) | | 2000×6000 | |
| T形槽(槽数—槽宽×间距) | mm | 8–28×250 | |
| 横梁纵向行程(X轴) | mm | 6000 | |
| 横梁横向行程(Y轴) | mm | 2000 | |
| 滑枕垂向行程(Z轴) | mm | 500~2000(可根据用户要求调整) | |
| A轴摆角 | ° | ±115° | |
| C轴摆角 | ° | 360° | |
| 主轴端面至工作台面zui小距离 | mm | 300(可根据用户要求调整) | |
| 龙门墙体间距离 | mm | 2800 | |
| 电主轴zui大转速 | r/min | 18000 | 可选24000 |
| 电主轴功率 (S1/S6) | Kw | 12/15 | |
| 主轴扭矩 | Nm | 15 | |
| 主轴锥孔 | | HSK F 63 | |
| 进给速度:X、Y、Z向 | mm/min | 30000 | |
| 快速移动速度:X、Y/Z向 | mm/min | 50000/30000 | |
| 机床外形尺寸(长×宽×高) | mm | 11600×6600×5500 | |
三、SINUMERIK 840D系统功能
| 1、控制轴 | ||
| 控制轴数 5轴 | 联动轴数 5轴 | 跟随模式 |
| 可编程加速 | 丝杠误差补偿 | 反向间隙补偿 |
| 快速进给速度 | 切削进给速度 | 象限误差补偿 |
| 快速进给倍率 | 切削进给倍率 | 双驱同步进给 |
| 2、插补功能 | ||
| 直线插补 | 圆弧插补 | 螺旋线插补 |
| 坐标变换 | 极坐标编程 | 倒角 |
| B样条(非*性) | 直线、圆弧方式平滑切入、切出轮廓编程 | |
| 3、编程 | ||
| 用户存储器2.5MB | 文本编辑器(选择、复制、删除等) | 算术、比较、逻辑运算 |
| 公制/英制编程 | 可编程比例因数 | 可编程缩放、镜像、旋转加工 |
| /增量编程 | 程序段跳过 | 程序测试 |
| 子程序调用 | 固定循环 (钻削、铣削) | 后台编辑 |
| 用户变量 | 宏指令 | |
| 4、刀具功能 | ||
| 刀具长度补偿 | 刀具半径补偿(三维) | 轮廓偏差的预先检测 |
| 5、主轴功能 | ||
| 辅助功能M | 主轴功能 | 主轴速度倍率 |
| 主轴转速限制 | 主轴定向 | 刚性攻丝 |
| 加工中与进给轴同步 | 切换到进给轴模式 | |
| 6、设定/显示 | ||
| 当前位置显示 | 机床坐标系/工作坐标系 | 程序显示 |
| 参数显示 | 自诊断功能显示 | 报警/信息/报警记录 |
| 实际切削速度设置/显示 | 实际主轴速度设置/显示 | 中文显示 |
| 10.4″TFT彩色显示器 | 图形显示 | |
| 7、操作 | ||
| 自动(程序)运行 | MDA运行 | JOG/点动 |
| 返回至轮廓(重新定位) | MDA(缓冲器)示教 | |
| 8、其它 | ||
| PCU50、带硬盘、WINDOWS XP、具备USB接口, | 以太网接口 | |
| 9、已选功能 | ||
| 5轴加工软件包 | 龙门轴同步功能 | 汉语显示 |
| 多轴插补 | 多项式插补 | |
四、可选择配置
(1)、压缩空气刀具冷却;
(2)、机床防护顶罩;
五、主要外配件供货商:
1、 数控系统: SIEMENS
2、 主轴、进给伺服驱动及电机: SIEMENS
3、 双摆铣头组件: IMA
4、 减速箱: ATLANTA
5、 直线滚动导轨 THK/HIWIN
6、 气动元件: 中国台湾亚德客
7、 润滑元件: 中日合资永嘉流遍
8、 主轴水冷机: 上海海立
9、 手持单元: 何其能
六、设备工作环境:
1、厂房高度: ≥6M
2、厂房湿度: 相对湿度≤85%
3、环境温度: 5--40℃
4、电源: 动力电源(三相):AC 380V ±10%
电源频率: 50HZ±1HZ
总容量: 35KVA
5、压缩空气: 0.55~0.6MPa
6、地基要求 (至少应满足如下:)
1) 工业地面zui小厚度700 mm。
2) 250级水泥材料。
3) 地面张力0.3 Kg/cmq
七、加工零部件图片资料:
风电叶片
汽车模具
大型木模
八、售后服务承诺:
1、公司设有售后服务管理部,负责向客户提供*的优质服务。
2、售后服务管理部设专人负责客户信息的接收、登记、分析、回复、处理、回访、汇总建档及反馈 ,处理客户投诉、退货、换货及遗留问题。接受客户技术咨询,指导客户正确使用和维护机床,追踪售后服务情况,了解客户满意度,及时办理“三包”内外领发件。
3、售后服务管理部对客户服务有严格的限时处理规定:
A.对客户信息的分析、处理规定8小时内回复客户。
B.对有能力排除机床故障的客户自己排除故障而需公司提供的更换零件,在24小时内办理完领件、发件事宜。
C.客户使用的产品不能正常使用需服务人员上门维修的,在24小时内派出服务人员。本中心对服务质量进行跟踪,完成后对客户进行回访。
D.每周一次对售后服务信息进行汇总、建档并及时向有关部门反馈。
E.负责对外出服务人员的服务质量、服务态度进行监督、考核。
4、售后服务内容:
A.机床产品“三包”期限:为自安装、调试,用户验收合格签字之日起12个月。
B.“三包”期限内质量问题免费维修,经维修仍无法解决的,包换包退。(客户原因造成的故障除外)
C.“三包”期限以外,对设备实行终身维修,及时服务、合理收费。
四川长征机床集团有限公司










