 客服热线:
客服热线:















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
影响重庆电泳涂装的主要工艺参数
涂料的PH值
电泳涂料的PH值直接影响槽液的稳定性。PH值过高,新沉积的涂膜会再溶解,漆膜变薄,电泳后冲洗会脱膜。PH值过低,工件表面光泽不一致,漆液的稳定性不好,已溶解的树脂会析出,漆膜表面粗糙,附着力降低。一般要求施工过程中,PH值控制在7.5~8.5之间。在施工工程中,由于连续进行电泳,阳离子的铵化合物在涂料中积蓄,导致PH值的上升。可采用补加低PH值的原液,更换阴极罩蒸馏水,用离子交换树脂除去铵离子,采用阳极罩等方法降低PH值。若PH值过低时,可加入乙醇铵来调节。
涂料电阻
被涂物件从前一道工序带入电泳槽的杂质离子等引起涂料电阻值的下降,从而导致漆膜出现粗糙不均和针洞等弊病。在涂装施工中,需对涂料进行净化处理。为了得到高质量涂膜,可采用阴极罩设备,电泳表面涂装设备,以除去铵及钙、镁等杂质正离子。
工件与阴极间距离
距离近,沉积效率更高。但距离过近,会使漆膜太厚而产生流挂、橘皮等弊病。一般距离不低于20cm。对大型而形状复杂的工件,当出现外部已沉积很厚涂膜,而内部涂膜仍较薄时,应在距离阴极较远的部位,增加辅助阴极。
重庆叁崎涂装机械设备有限公司机械设备涂装流程
1、预处理设备
主要分为物理式、化学式。
物理式:
①、除去附着于钢板表面的杂质,用稀释剂除去油脂等污垢。
②、如有硫酸盐或腐蚀性盐类,电泳涂装设备,应以清水洗净,以压缩空气吹干。
③、在钢板预处理流水线上,以抛丸或喷砂除锈方法将氧化皮、铁锈及其她杂质清除干净,然后用真空吸尘器或经净化的压缩空气将钢材表面清除干净。
化学式:
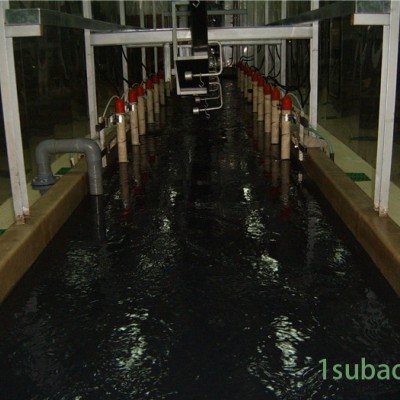
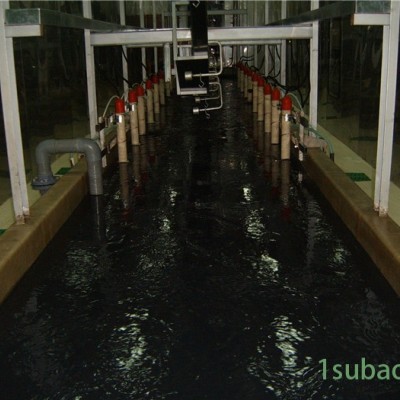
化学式包括浸渍式、喷射式、浸喷结合式、喷-浸-喷相结合式。主要由槽体、槽液加热系统、通风系统、槽液搅拌系统、磷化除渣系统、油水分离系统等组成。其中,磷化除渣和油水分离装置是关键系统,磷化除渣有沉降法、旋液分离法、斜板沉淀法、袋式过滤法、板框压滤机等常用方法。油水分离主要有:吸附法、超滤法、热油分离法和离心法等。
重庆电泳图装饰设备,重庆专门涂装设备厂家,重庆全自动化涂装设备公司,自动涂装设备,静电涂装设备找重庆叁崎涂装
影响电泳涂装的主要工艺参数
1、电压
电泳涂装采用的是定电压法,设备相对简单,易于控制。电压对漆膜的影响很大;电压越高,电泳漆膜越厚,对于难以涂装的部位可相应提高涂装能力,缩短施工时间。但电压过高,会引起漆膜表面粗糙,烘干后易产生“橘皮”现象。电压过低,电解反应慢,漆膜薄而均匀,泳透力差。电压的选择由涂料种类和施工要求等确定。一般情况下,电压与涂料的固体分及漆温成反比,与两极间距成正比。钢铁表面为40~70V,铝和铝合金表面可采用60~100V,镀锌件采用70~85V。
2、电泳时间
漆膜厚度随着电泳时间的延长而增加,但当漆膜达到一定厚度时,继续延长时间,也不能增加厚度,反而会加剧副反应;反之,电泳时间过短,涂层过薄。电泳时间应根据所用的电压,在保证涂层质量的条件下,越短越好。一般工件电泳时间为1至3分钟,大型工件为3至4分钟。如果被涂物件表面几何形状复杂,可适当提高电压和延长时间。
3、涂料温度
涂料温度高,成膜速率快,但漆膜外观粗糙,还会引起涂料变质;温度低,巴中涂装设备,电沉积量少,成膜慢,涂膜薄而致密。施工过程中,由于电沉积时部分电能转化成热能,循环系统内机械摩擦产生热量,将导致涂料温度上升。一般漆液温度控制在某些方面15~30℃。
4、涂料的固体分和颜基比
市售的电泳涂料的固体分一般为50%左右,施工时,需用蒸馏水将涂料固体分控制在10%~15%。固体含量太低,漆膜的遮盖力不好,颜料易沉淀,涂料的稳定性差。固体分过高,粘度提高,会造成漆膜粗糙疏松,附着力差。一般颜基比为1比2左右,高光泽电泳涂料的颜基比可控制在1比4。由于实际操作中,涂料的颜料量会逐渐下降,必须随时添加颜料分高的涂料来调节。
自动涂装设备-叁崎涂装(在线咨询)-巴中涂装设备由重庆叁崎涂装机械设备有限公司提供。重庆叁崎涂装机械设备有限公司是重庆 重庆市 ,包装生产线的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在叁崎涂装领导携全体员工热情欢迎各界人士垂询洽谈,共创叁崎涂装更加美好的未来。同时本公司还是从事重庆物流输送线,重庆产品输送线,重庆滚筒输送线的厂家,欢迎来电咨询。









