 客服热线:
客服热线:











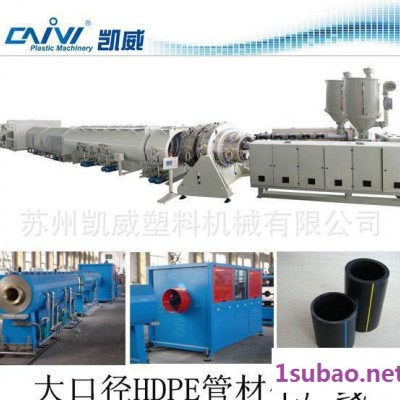





供应PPR管材生产线
| 成型方法 | 挤出成型 |
|---|---|
| 生产产品种类 | 各类PPR,PE,PP管材 |
| 适用原料 | PPR,PE,PP |
| 品牌 | caivi |
| 型号 | 20-63 |
该生产线用来制造PP-R冷热水管具有无毒、卫生:耐热,保温性好,管道熔接工艺简单方便,并可再回收利用等优点。
产品特点:
该生产线由采用德国**技术制造,采用高效挤出机、配以高扭力减速箱、新型开槽机筒、LTM高效螺杆、挤出量大、物料熔温低、真正实现低温塑化。机头模具为螺旋分流式机头或篮式机头,可配静态混炼系统,内部压力分布更均匀。真空定径箱为两段式,完善的水温、水位以及流量控制,确保生产出高质量的管材。生产线稍作变化,配不同模具、螺杆及附属设备,可生产PE、ABS、PERT、REX-B管以及两种不同材料的塑料复合管。
同时根据PPR、PPB独特的加工性能设计制造的高效挤出机,配以进口减速箱、新型开槽机筒、BM螺杆,挤出量大,物料熔温低,节能效果显著。
螺旋分流式机头,可配静态混炼系统,料层彼此充分叠加,与传统支架式模头相比较,内壁压力分布更均匀。
特殊设计的真空定径和冷却系统,水槽不锈钢板制作,采用多段式水模冷却,确保高速生产厚壁管及大口径管的要求。
配置**,智能化程度高。
1)挤出机: 公司根据PPR、PPB独特的加工性能设计制造的高效挤出机, 配以硬齿面减速箱,新型开槽机筒,,BM螺杆,挤出量大,物料熔温低,节能效果显著。
2)机头模具:螺旋分流式机头,可配静态混炼系统,料层比此充分叠加,与传统支架式模头相比较,内部压力分布更均匀。
3)定径冷却:特殊设计的真空定径和冷却系统,水槽不锈钢板制作**锈蚀,采用多段式水模冷却 确保高速生产厚壁管及大口径管的要求。
4)配置**:挤出机的减速箱,直流调速器,变频调速,可编程控制器,触摸屏,电控系统,喷码机等均采用进口**产品。
生产流程:
原料+色母料→混合→真空上料→原料干燥→单螺杆挤出机→色线挤出机→螺旋式模具→定径套→喷淋真空定型箱→喷淋冷却水箱→喷码机→履带牵引机→无屑切割机→管材对方架→成品检测包装
 PP-R管材重量表
PP-R管材重量表
压力等级 (Mpa) | 规格 (mm) | 重量 (kg) | 压力等级 (Mpa) | 规格 (mm) | 重量 (kg) |
PN1.25 苏州凯威塑料科技有限公司 | ∮20×1.9 | 0.106 |
PN1.6 苏州凯威塑料科技有限公司 | ∮20×2.3 | 0.122 |
∮25×2.3 | 0.155 | ∮25×2.8 | 0.185 | ||
∮32×3.0 | 0.261 | ∮32×3.6 | 0.306 | ||
∮40×3.7 | 0.403 | ∮40×4.5 | 0.479 | ||
∮50×4.6 | 0.628 | ∮50×5.6 | 0.745 | ||
∮63×5.8 | 0.995 | ∮63×7.1 | 1.257 | ||
∮75×6.9 | 1.409 | ∮75×8.4 | 1.678 | ||
∮90×8.2 | 2.012 | ∮90×10.1 | 2.42 | ||
∮110×10 | 3.002 | ∮110×12.1 | 3.553 | ||
∮160×14.6 | 6.35 | ∮160×14.6 | 7.5 | ||
| 苏州凯威塑料科技有限公司 |
| 苏州凯威塑料科技有限公司 |
| |
PN2.0 苏州凯威塑料科技有限公司 | ∮20×2.8 | 0.146 |
PN2.5 苏州凯威塑料科技有限公司
| ∮20×3.4 | 0.175 |
∮25×3.5 | 0.226 | ∮25×4.2 | 0.272 | ||
∮32×4.4 | 0.364 | ∮32×5.4 | 0.43 | ||
∮40×5.5 | 0.569 | ∮40×6.7 | 0.669 | ||
∮50×6.9 | 0.892 | ∮50×8.4 | 1.04 | ||
∮63×8.7 | 1.417 | ∮63×10.5 | 1.656 | ||
∮75×10.1 | 1.966 | ∮75×12.5 | 2.346 | ||
∮90×12.3 | 2.867 | ∮90×15.0 | 3.366 | ||
∮110×15.1 | 4.298 | ∮110×18.3 | 4.755 | ||
∮160×21.9 | 9.10 |
|
|
主要技术参数 | |||||||||||||||||||||||||||||||||||||||
|









