 客服热线:
客服热线:
















| 类型 : | 周边磨床 | 品牌 : | 豪特曼 |
| 控制形式 : | 数控 | 产品类型 : | 全新 |
| 是否库存 : | 是 | 型号 : | H400 |
| 售后服务 : | 是 |
一、 设备名称、型号、技术规格
1、 设备名称:精密数控周边磨床


设备外观图片仅供参考,我司将不断对该款设备进行技术及外观的更新。
2、 设备型号:H400
3、 技术规格:
项目 | 单位 | 机型:H400 |
运动行程和速度 | ||
C轴 | / | / |
行程 | / | / |
快速进给速度 | S | 360° |
切削进给速度 | S | 0~60° |
定位精度 | 0.006° | |
重复定位精度 | 0.001° | |
X轴 | ||
行程 | mm | 120 |
快速进给速度 | Min | 10000mm |
切削进给速度 | Min | 0~3600mm |
定位精度 | mm | 0.005 |
重复定位精度 | mm | 0.002 |
Y轴 | ||
行程 | Mm | 200 |
快速进给速度 | Min | 10000mm |
切削进给速度 | Min | 0~3000 |
定位精度 | mm | 0.01 |
重复定位精度 | mm | 0.005 |
A轴 | ||
行程 | / | -35°~+11° |
快速进给速度 | S | 200° |
切削进给速度 | S | 0~90° |
重复定位精度 | 0.002° | |
在线修整轴(选配) | ||
行程 | Mm | 0~63 |
切削进给速度 | Min | 0-720mm |
回转轴参数 | ||
主轴 | ||
砂轮直径 | Mm | 400 |
转速 | Min | 0~3200rpm |
离线修整器 | ||
砂轮直径 | Mm | 80 |
转速 | Min | 1350rpm |
在线修整器(选配) | ||
砂轮直径 | Mm | 150 |
转速 | Min | 800 |
加工参数(产品规格:不同规格需要更换工装) | ||
切刀宽度 | Mm | 3~15 |
厚度 | Mm | 20 |
长度 | Mm | 30 |
C轴工装夹紧(视产品可增大) | ||
夹紧力 | N | 200~1600 |
主电机规格 | ||
额定功率 | KW | 7.5 |
转速 | Min | 0~3200rpm |
装机容量 | ||
尺寸(长*宽*高) | ||
机床主轴 | / | 3050*2780*2800 |
油冷却过滤装置(选配) | / | 1800*1200*1500 |
机床净重 | 约7T(油冷却过滤装置) | |
装机总容量 | KVA | 44 |
功率消耗 | KW | 约13~20 |
4、 机床精度:
(1)机床精度检验表
(2)经过豪特曼异形磨床研磨(磨削),须达到如下标准精度要求:(不同材质工件选用不同砂轮)
No. | 机型 | 工件 | 真圆度 | 粗糙度 |
1. | H400 | 标准试样件 |
二、设备描述:
机台特性:本设备属于四轴磨削中心,主要适用于硬质合金、陶瓷和CBN等材质切槽和切断刀具的磨削。采用先进的数控系统,并可通过六轴机器人实现上下料,可实现各个角度旋转,减少了刀片翻转工序,进一步提 率,缩短磨削时间。通过更换工装也可实现各种标准和非标刀具的磨削。
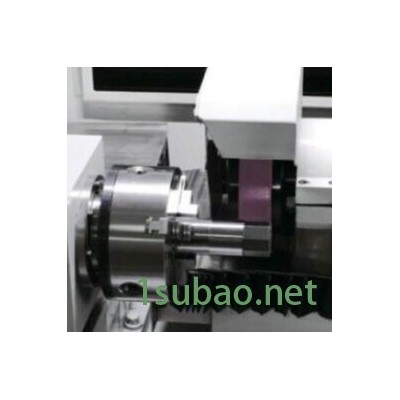
1、工件装夹装置
2、机器人送收料
工件通过六轴机器人运送装夹,生产效率高,精度高
运行过程:
系统控制六轴机器人MZ07工作,基恩士传感器检测识别工件,机器人转至料盘夹取待加工工件至吹屑盒初步吹去毛刺杂质等, 后送至工作头夹取加工
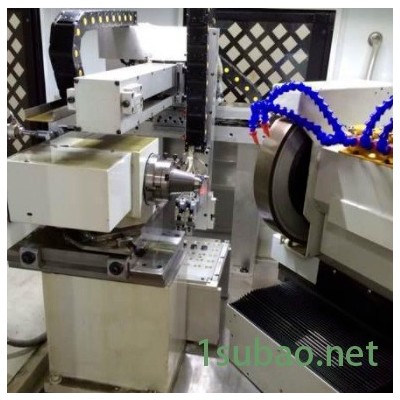
3、砂轮在线修整装置、离线修整装置
4、工作头部分:
无需驱动装置的“气缸型”基恩士接触式传感器提供在线检测;实现同级超高精度,精度1μm,分辨率0.1μm;环境耐抗性IP67G,且安装简单,节省空间。
4、砂轮部分:
内部采用安川伺服电机,控制外圆修砂滚轮,自动修砂减少了人工二次装夹和拆卸的步骤,节省了大量的人工成本和生产时间,电主轴驱动大砂轮旋转工作,XZ轴驱动其进给。
5、XZ轴部分:
内部运行:铼钠克直线电机驱动砂轮进给运动,发格光栅尺全闭环控制;
直线电机和滚柱导轨,减少了接触和摩擦,降低了磨损,提高使用寿命;光栅尺的全闭环控制更让全程的每一个移动都能精确的把握,提高产品的质量精度。
6、自动注油器的加入让磨床减少了底板和导轨的接触面积,在频繁的重复移动中减少磨损,散热及润滑作用增加了磨床的使用寿命。
7、电器组件
机台所有电器组件均采用日本富士电器。
8、控制系统
机床控制系统采用日本铼钠克周边磨床专用控制系统,配合铼钠克直线电机,得到较高的兼容性。程序运行稳定,进给精确,系统均进行了二次开发,无需手工编程,直接导入2D图纸,加工程序自动生成。










