 客服热线:
客服热线:















| 类型 : | 段差磨床 | 品牌 : | 豪特曼 |
| 控制形式 : | 数控 | 产品类型 : | 全新 |
| 是否库存 : | 是 | 型号 : | H3 |
| 售后服务 : | 是 |
一、 设备名称、型号、技术规格
1、 设备名称:高精密走心式数控断差磨床
 图片仅供参考
图片仅供参考
2、 设备型号:H3
3、 规格参数:
编号 | 项 目 | 单位 | 机型: H3 | |
1 | 装夹工件直径范围 | mm | 0.5-20(三爪工作头可到40) | |
2 | 磨削工件直径范围 | mm | 0.05-20 | |
3 | 磨削工件 长度 | mm | 200 | |
4 | 控制系统(CNC-4轴) | ANCA-X/Y/Z/Z1 | ||
5 | 送收料站系统(CNC-3轴) | ANCA-U/V/W | ||
6 | 粗磨 | 砂轮尺寸(直径×宽度×孔径) | mm | 250×20×31.75 |
7 | 砂轮转速 | rpm | 0~8500(电主轴) | |
8 | 砂轮 线速度 | m/s | 90 | |
9 | 砂轮主轴马达 | KW | 8.5/20 | |
10 | 精磨 | 砂轮尺寸(直径×宽度×孔径) | mm | 150×20×31.75 |
11 | 砂轮转速(电主轴) | rpm | 0~12000(电主轴) | |
12 | 砂轮 线速度 | m/s | 90 | |
13 | 砂轮主轴马达 | KW | 5.0 | |
14 | X/Y/Z/Z1轴 小进给量 | mm | 0.001 | |
15 | Y轴行程 | mm | 350 | |
16 | Z轴行程 | mm | 100 | |
17 | X轴行程 | mm | 29 | |
18 | Z1轴行程 | mm | 29 | |
19 | X/Y/Z/Z1轴伺服马达 | KW | 2.0 | |
20 | 工作头主轴台马达 | KW | 1.0 | |
21 | 工作头主轴转速 | rpm | 0-2000 | |
22 | 高压油泵 | KW | 0.25 | |
23 | 工作头主轴旋转方式 | 固定 | ||
24 | 机械手U/V/W轴伺服马达 | KW | 1.0 | |
25 | 研削夜箱 | mm | 300*300*1000 | |
26 | 毛重(大约) | Kg | 5000 | |
27 | 外形尺寸(长×宽×高) | mm | 2450*1980*2000 | |
4、 机床精度:
(1)机床精度检验表(随机附带)
(2) 经过豪特曼公司段差磨床研磨(磨削),须达到如下要求:(不同材质工件选用不同砂轮)
A、 粗磨 (一般情况研磨量 0.05~1.5mm)
B、 精磨 (一般情况研磨量0.002~0.02mm)
No. | 机型 | 工件(MM) | 真圆度 | 锥度 |
1. | H3 | Φ6 | ≤0.002mm | ≤0.002mm |
批量研磨时,由于砂轮的损耗、工件的研磨过滤的粉尘、研磨液的时间过久等客观因素,产品精度略微变化,其精度可在0.005mm以内。
二、 设备描述:
1、 本体及构件采用米汉纳高级铸铁FC-30铸成,经人工正常化热处理,再经过自然时效处理。构件加工采用YASDA,MITSUI SEIKI,TOSHIBA ,ELB等世界 设备一次装夹加工,精密尺寸可达微米级,确保设备基础构件高精度。
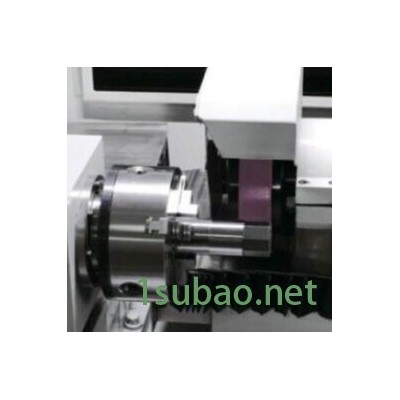
2、 国内 创的走心式磨床结构,使得砂轮加工摆脱从外圆面磨削量小,效率低的问题。以端面作为粗加工初始面,加工量大,加工效率高,同时针对小直径断差工件更俱优势。
3、采用澳大利亚ANCA与豪特曼联合研发的中文二次开发高度自动化磨削系统,可自由移动并重新排列按钮和图标,无需编程即可实现多台阶复杂断差工件的创作界面,性能 的互动式触屏技术,轻松实现更高级的手势指令。
4、 操作人员可根据定义的各种形状简图,针对工件的形状,快速排列组合图形并输入相关参数,即可完成编程加工图形。
5、 精密线型导轨及精密滚珠丝杆持续不断地受到自动润滑系统的润滑,确保更长使用寿命,及能长期保持 精度。冷却和润滑系统皆与机体分开,消除振动并且有利散热。
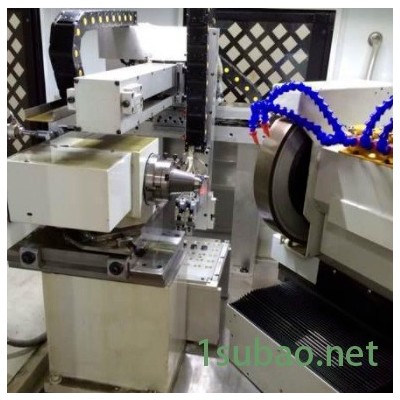
6、 砂轮主轴选用高精密电主轴,主轴通过内部油冷却保持恒温,并加装可调速装置,砂轮 高线速度可达90m/S,针对不同直径工件,加工方便快捷,保证效率。
7、 机台本身自带的标配装夹方式为筒夹式,采用瑞士肖柏林夹持总成,夹持精度高,耐用性好。
8、 自动上下料机械手为3个ANCA伺服马达的动力供给,通过精密线轨以及ANCA控制系统的结合,在送收料过程中,可以 、精准、便捷的完成整个送收料工作过程。
9、 采用意大利马波斯端面定位装置,采用前定位的方式,可对工件多级段差进行精确加工,保障工件的断差长度尺寸,同时消除因自动送料装置和装夹带来的误差影响。










