 客服热线:
客服热线:




















| 是否有现货: | 是 | 认证: | 000 |
| 品牌: | 精科大恒 | T型槽数目: | 13 |
| 适用行业: | 通用 | 类型: | 龙门铣床 |
| 控制方式: | 数控 | 精密度: | 精密 |
| 自动化程度: | 自动 | 售后服务: | 12个月 |
| 主电机功率: | 22/28 | 重量: | 000 |
| 主轴转速范围: | 6000 | 工作台尺寸: | 5000*3000 |
| 主轴锥孔锥度: | 000 | 型号: | Dhxk3705 |
| 规格: | 5200*3700*1000 | 商标: | 精科大恒 |
| 包装: | 简单包装 | 产量: | 100 |
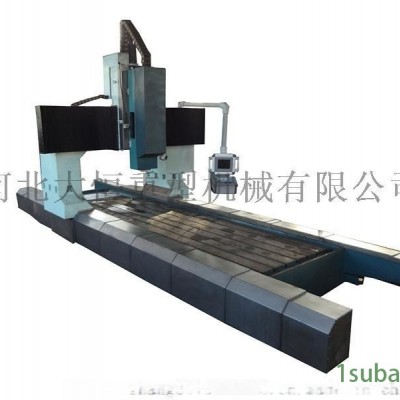
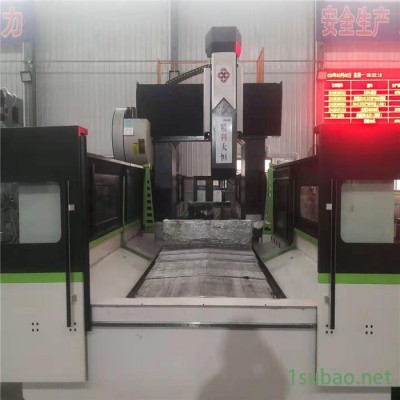
广东大恒数控龙门铣床5米机床设备基本介绍
 广东大恒数控龙门铣床5米机床设备性能特点
广东大恒数控龙门铣床5米机床设备性能特点 在数控龙门铣的实际应用中,绝大多数的故障都源于机器零部件的损害,如何不及时处理,会直接影响到正常使用,严重者还会影响整个加工精度。要如何维护数控龙门铣的零件?
1、在操作高速数控雕铣机时,要保证导轨面的干净,不要有切屑、磨粒等落在上面,若有,会加大导轨的摩擦,还会导致导轨生锈等。
2、需要定期对导轨进行维护及保养,并每天检查导轨润滑油量,如果油不够,应添加润滑油。
3、定期检查油泵是否可以定时启动和停止,并注意启动时能否提供润滑油。
4、导轨需要保持润滑,避免出现摩擦等问题,导致温度升高。导轨一般是自动润滑的,若发现导轨没有润滑,就需要检查分流阀。
5、加工石墨及陶瓷等时,请使用石墨高速雕铣机。因为加工石墨和陶瓷材料,加工灰尘大,容易进入导轨中,影响使用寿命。
所谓机床防护罩加工,其实指的是一种对不同金属材料所选用的一种加工方法,使其满意运用要求。一般在进行机床防护罩加工的时分,针对于薄板、薄壁型材和薄壁管材等金属毛料施以必定的作用力,使其发生塑性变形或剪断,然后成为具有预期形状和功用的零件。
数控龙门铣具有足够的刚性,效率高,操作方便,结构简单,性能全面性等特点.数控龙门铣适用于各种机械上的大中型黑色金属或有色金属零件的水平平面,垂直平面或斜面沟槽的铣削,铣镗头,还可以进行镗孔和钻孔以及根据用户需要的各类改进,同时承接各类加工与制造。
广东大恒数控龙门铣床5米机床设备技术参数 广东大恒数控龙门铣床5米机床设备使用说明 要怎样减小数控龙门铣的种种误差呢? 龙门铣床的振动一般有受迫振动、自激振动两种。受迫振动可能来自机床内部,也可能来自机床之外;自激振动来自于切削过程中刀具与工件之间的一种相对振动。机床发生振动直接影响加工表面质量、生产率以及机床本身及刀具的寿命,当振源的频率与机床的固有频率或其倍数相等时,机床将发生共振,使振幅增加。严重时甚至会使运动件损坏,产生强烈的噪声,使操作者疲劳。
合理编制数控龙门铣床的加工程序,减小进给机构间隙误差。据分析,在运动换向时,进给机构间隙对机床加工精度影响较大。尤其是当被加工的零件尺寸精度接近龙门铣床的重复定位精度时影响 。因此,在数控编程和加工中采取一些相应的措施可以提高加工精度。在精加工时刀具在径向的移动保持尺寸连续递增趋势,在轴向的移动保持尺寸连续向左趋势,这样便消除了机床的反向间隙的影响。
数控龙门铣床的编程误差,数控机床加工与普通机床加工不同,工件的加工精度不仅与加工过程有关,而且与加工前编程阶段紧密相关。由于程序控制原理自身的原因。编程误差不可避免。
插补误差的影响,在经济型数控机床上加工工件,倾斜直线是通过刀具沿平面上两个坐标轴方向走折线而形成,这样造成工件表面呈锯齿状而形成插补误差。插补误差的影响因素主要有机床分辨率、脉冲均匀程度、控制系统的动态特性及插补方法与算法等。
插补的运算过程中,还会产生数控铣床、车床的累积误差,当它达到一定值时,会使机床产生移动和定位误差,影响加工精度。以下措施可减小数控系统的累积误差:
1.尽量用方式编程,方式编程以某一固定点(工件坐标原点)为基准,每一段程序和整个加工过程都以此为基准。而增量方式编程,是以 点为基准,连续执行多段程序,必然产生累积误差。
2.插入回参考点,指令机床回参考点时,会使各坐标清零,这样便消除了数控系统运算的累积误差。在较长的程序中适当 回参考点指令有益于保证加工精度。有换刀要求时,可回参考点换刀,这样一举两得。
广东大恒数控龙门铣床5米机床设备采购须知 









