客服热线:
客服热线:



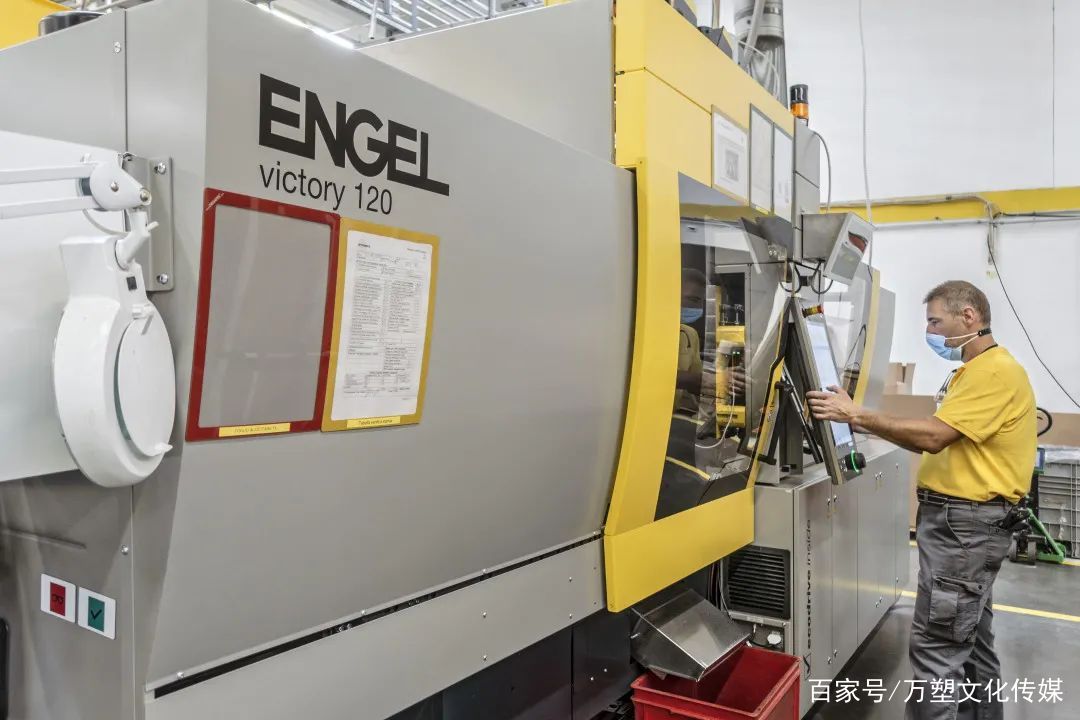
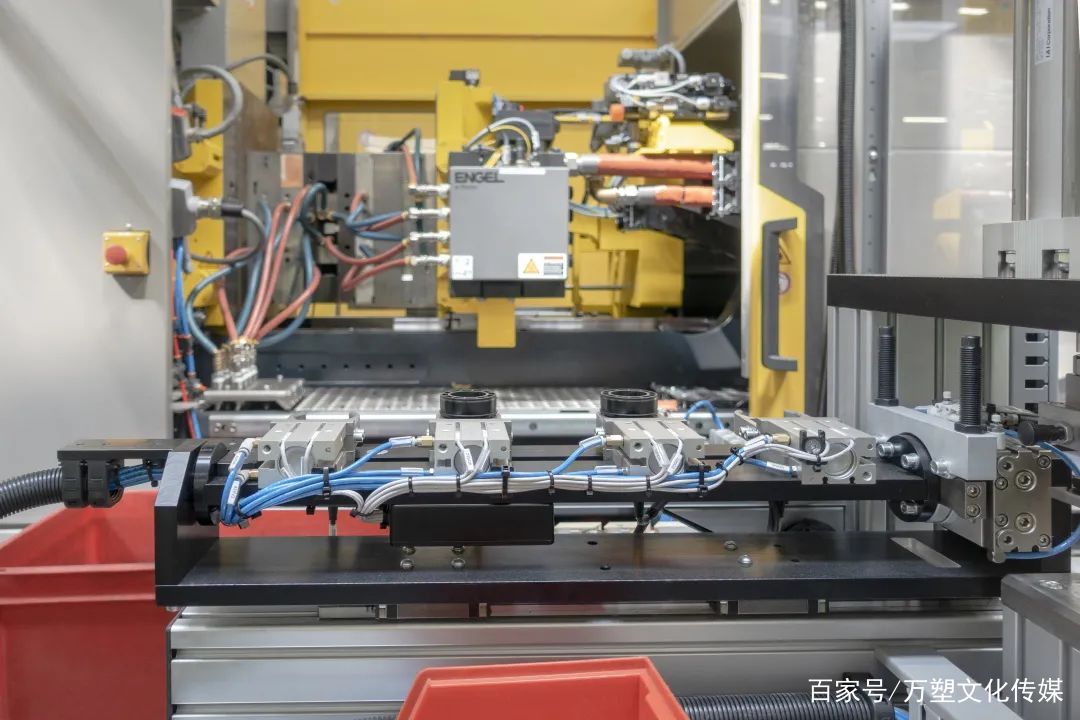
“改善我们产品的质量和制造工艺是数字化方向的强劲动力。”总部位于瑞士的 Interroll SA 总经理 Ingo Specht 表示。对于注塑生产,这意味着智能辅助。Interroll 与其机械制造合作伙伴 ENGEL 一起在全球范围内进一步扩大数字化注塑生产。在中国,一个新的生产基地正在建设中。

合作伙伴携手开发自我优化注塑机。左起:Piercarlo Balducci (Interroll),Gabriele Formenti (ENGEL ITALIA),Paul Kapeller (ENGEL AUSTRIA),Matteo Tonolla (Interroll),Matteo Terragni (ENGEL ITALIA),Ingo Specht (Interroll)。(图片来源:ENGEL) 无论是邮政服务还是电子商务、食品和时装、汽车以及工业:作为世界传送技术提供商之一,Interroll 确保各行各业的高效物流。其产品包括传送滚筒、传送设备驱动装置以及完整的传送机、分拣机和流动存储系统。几乎所有产品都含有塑料成分。 物料流产品:位于瑞士的 Interroll 总部机器组由大约 30 台注塑机组成。(图片:Interroll) Interroll Poly-V 外壳——这一名称包含了两部分构成的组件,在大客户传输系统中用于传输旋转运动。这两种组件是在总部由 ENGEL victory 注塑机生产的。特别具有挑战性是两个圆形部件的外部,因为它包围着一个滚珠轴承。此外还有难以加工的材料:碳纤维增强聚酰胺。“长时间以来,我们自己只注塑生产外壳部件,轴承在客户处组装,”生产负责人 Matteo Tonolla 说。“但废品率太高了。”因此决定将整个过程纳入公司内部,并投资建设了一个新的集成生产单元。客户也从中受益,因为节省了生产步骤,不再需要用于中间产品的仓储容量。 Interroll Poly-V 外壳:外部的黑色环形组件自成一体。滚珠轴承在集成过程中用碳纤维增强聚酰胺包封注塑。(图片来源:ENGEL) 新的生产单元包括一台无拉杆 ENGEL victory 120 注塑机和一台 ENGEL viper 12 线性机械手。viper 机械手从输送带上取下轴承并将其放置在 2 腔模具的型腔中,在那里包封注塑。同一台机械手取下塑料金属混合组件并将其放置在传送带上。“现在集成过程确保了稳定的旋转特性。”Interroll 技术销售部门的 Piercarlo Balducci 强调。“我们的重点很显然是产品质量。此外,我们还通过包封注塑简化了生产过程。” 对于新的生产过程,Interroll 投资建设了一个集成生产单元,包括一台 ENGEL victory 120 注塑机和一台 ENGEL viper 12 线性机械手。(图片来源:ENGEL) 在注塑和后续组装过程中,高度自动化的高品质、复杂部件越来越多地在公司内部生产。机器种类日益增多。“在投资新机器和设备时,我们始终关注创新技术,”Specht 强调。 智能辅助使过程保持恒定 新的 victory 120 注塑机配备智能辅助系统,为 Interroll 指出了未来之路。“Interroll Poly-V 外壳”主要是两个智能帮手,确保恒定的高注塑质量:iQ weight control 和 iQ flow control。对于每个单个周期,iQ weight control 分析注射时塑化螺杆中的压力曲线,并将测量值与参考周期进行比较。注射轮廓、转换点和保压压力自动适应当前条件。重新调整以几分之一秒内发生,不会延长周期时间。通过这种方式主动地防止废品出现。 iQ flow control 又可减少与温控相关的废品。该软件主动调节每个单个温控回路的进流和回流之间的温差。“注塑生产 20% 的废品件是由温度控制错误造成的。正是因为这个原因,iQ flow control 和 iQ weight control 等智能产品成为 ENGEL 的开发重点,“意大利 ENGEL 分公司负责人 Matteo Terragni 强调,该分公司也为瑞士南部客户提供服务。 随着对新的生产单元和数字化解决方案的投资,Interroll 不仅将 Poly-V 外壳的生产完全纳入公司内部,还简化了生产流程。“我们大幅减少了质量控制所需的工作量,”Tonolla 表示。“该过程现在很稳定,我们可以完全省略外部质量控制。”以前,对每年 80 万个组件中每一个的质量都进行了人工检查。 “更多地利用智能解决方案是我们的目标。”Specht 说。“我们希望排除故障因素。如果我们打开生产车间的大门,不能再影响过程。”“这一方面通过数据监控,另一方面通过自我优化机器,朝着保证过程稳定性的方向进行。”Balducci 强调。“我们不想以复杂的方式检查质量,而是能够依靠生产单元恒定地提供高品质。” victory 注塑机的无拉杆锁模单元是 Interroll 的一个效率因素。快速的装备过程、简单的扩展和上下游过程的紧凑集成。(图片来源:ENGEL) 批次更改后快速实现合格零件 波动的生产条件像原材料的波动一样由 iQ weight control 获得可靠补偿。一些产品混合了一定比例的浇铸废料构成的回收材料,有些材料有两个或多个供应商。iQ weight control 可确保批次更改后重新快速生产合格零件。由于目前聚合物领域的供应链不稳定,这一方面变得越发重要。“一吨来自中国,一吨来自美国,还有 300 千克来自瑞士——然而我们必须提供统一的产品质量。”Specht 解释道。“在这方面,具有智能辅助的注塑机非常出色。” 共有十台注塑机已配备了 iQ weight control。其中的一些随后通过改装装备了该软件。所有新机器订购时包含了 iQ weight control 和 iQ flow control。除了工艺稳定性外,Interroll 还关注另一个主题:能源效率。“温控条件现在非常稳定。对于配备 iQ flow control 的机器,我们可以将温度控制所需的水量减少到以前消耗量的 20%。”Tonolla 表示。 无拉杆技术提高效率 灵感来自效率——在其访问瑞士总部时,Interroll 的座右铭分外引人注目。它以大字体在墙上和门上多次出现。 正如 Matteo Tonolla 所解释的那样,数字化是高效生产过程的重要诀窍,但不是唯一诀窍。“我们偏好使用无拉杆注塑机,因为可以更快进行装备。”产品种类繁多。此外,Interroll 的客户减少了其仓储容量,从而使批次规模减小。“2019 年我们创下了纪录。在这一年,我们在本基地进行了 4200 次模具更换。”Tonolla 报告。目前该值稳定在 2500,但更快进行装备的挑战仍然很大。装配人员平均需要 23 分钟装备一台带有无阻碍锁模单元的新型 victory 注塑机。与此相对,如果是拉杆注塑机,在 Interroll 平均需要 72 分钟。 无拉杆锁模单元的另一个优点:大型模具可与相对较小的注塑机匹配。随着许多 Interroll 产品目前产量的增加,这简化了规模的扩大。对于 Interroll Poly-V 外壳,4 腔工具也将很快取代 2 腔模具。得益于无拉杆技术,该部件可以继续在 120 吨注塑机上生产。 viper 机械手同时处理插入件和完成件。滚珠轴承通过传送带输送,完成件通过传送带送出。(图片来源:ENGEL) 人仍然是最重要的质量保证 “我们追求明确的增长战略,并寻找新的业务领域。”Ingo Specht 说。在中国和美国,新的生产基地正在建设中。“我们定期评估将哪些组件纳入企业内部的生产中。组件的复杂性和件数是决定性因素。”注塑技术的能力中心仍然是瑞士总部。那里进行聚合物的研究和开发,那里确定和示范塑料组件的生产战略。“ENGEL 是我们的机械制造合作伙伴,同时也在中国为我们提供支持。”Specht 表示。虽然产品范围因地而异,Interroll 依靠的是全球范围内统一的生产技术,即具有智能辅助的无拉杆注塑机,其彼此之间的连接日益密切。为此,Interroll 依赖于 ENGEL 子公司 TIG 的解决方案。 “我们可以获得以前无法了解的信息,如果出现问题,会自动得到通知。”Ingo Specht 总结了数字化的优势并强调:“尽管如此,对质量负责的仍然是人。将来,质量和成功也将取决于生产人员的能力。由他们为系统设置限制。如果说员工过去的工作是测量产品,那么如今他们的任务是正确配置机器。”