客服热线:18221259202客服热线:18221259202
客服热线:18221259202客服热线:18221259202
企业厂商
+更多



















春风渐暖,万物新生。2024年4月25-27日,第106届劳保会将在上海新国际博览中心隆重...
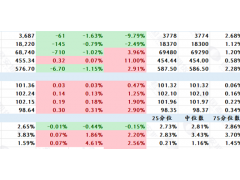
今日重点关注:尿素、镍、塑料。上半年GDP同比增长5.5% 下半年复苏动能有望加强
尿素、镍、塑料尿素:现货走弱,盘面震荡。现货端,山西及内蒙现货预计本周开始有...















交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
韶关基地轧材厂加热炉悬臂辊备件公开采购-(BWDHPBC00
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议
交货地:北京数量:面议



主办方:中国模具工业... 开始时间:2025-06-04 举办地:上海
AUTO TECH 2024 华南展——第十一届中国国际汽车
主办方:沃森展览




18221259202
(周一至周五 9:00-18:00)
公众号
微信扫描关注
















































40P")
25P")
3p")