






| 加工能力 | 60副每月 |
|---|---|
| 适用范围 | 汽车 |
| 质量体系 | iso9001 |
| 工艺类型 | 吹塑成模 |
| 主要加工设备 | CNC加工中心,数控铣,精雕,铣床,钻床 |
| 加工设备数量 | 20 |
| 模具材质 | S136,P20,718,2738 |
| 模具分型面数目 | 一个 |
| 模具安装方式 | 移动式模具 |
| 型腔数目 | 单型腔模具 |
| 排列方式 | 卧式 |
| 品牌 | 凯意塑模 |
| 型号 | ky-170 |
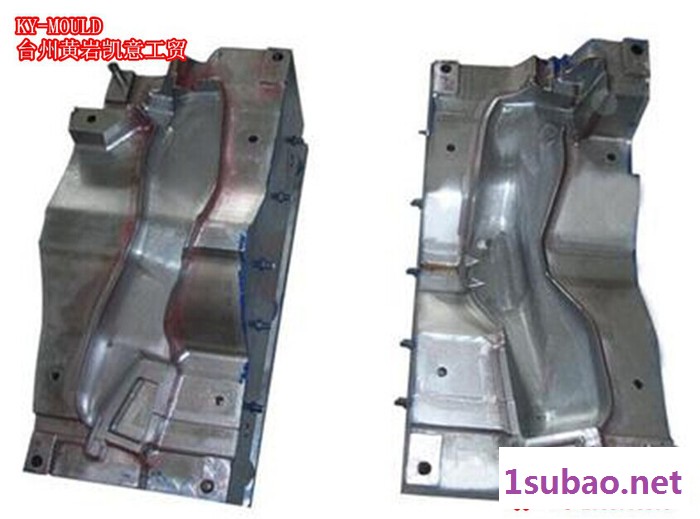
产品展示:



一.汽车通风口模具外观、外形及相关标准
1:模具尺寸符合客户要求,符合客户指定注塑机型号。
2;客户铭牌制作,(模具编号、模具重量、模具外形尺寸、制作开始时间)安装铆钉固定,位置符合标准。
3;定位圈大小符合技术要求,高出顶板10mm,安装须沉于上固定板,不得直接贴在模板上,使用2个以上螺丝固定。
4;浇口套球面R符合标准,浇口套R>成型机R
5;浇口套及流道表面抛光至600#砂纸以上,避免棱角。
6;模架各模板在天侧右下角用字冲打上模具编号;模板编号A0,B0;进出水标记IN,OUT;连接管路标记L;进出油标记O IN,O OUT;所有字码符合标准。模具外表烂字、箭头“UP”按照客户要求制作
7;汽车通风口模具地侧安装立脚以保护底面,无特殊情况可以垃圾钉代替。
8;大型模具(8吨以上),模具装夹需开设U型槽或穿孔,与成型机固定位置对应。
9;模架表面不得有凹坑、锈迹,多余不用的吊环、进出水、气、油孔等及其他影响外观的缺陷。
10;模架各板、孔位、棱边应有大于1.5mm的倒角。特殊部位除外。
11;保证所有吊环均能旋到底,吊装平衡。
12;顶针板下安装垃圾钉,顶出板就做行程定位块,不能用螺丝代替。
13;汽车通风口模具撑头面积应达到方腿间后模板面积的30%,撑头比模腿高出0.15mm,并不与顶出孔干涉。
14;所有模具螺丝不得切短,滑牙等缺陷;M12(含M12)以上的螺丝使用(12.9级)。螺丝吊模料长度,螺丝直径的1.2倍以上。
15;螺丝沉头孔底面为平面,螺丝安装不能高出沉头孔,底于平面1-2MM。
16;重量超过10KG的零件应做相应吊环孔,吊环孔大小和位置符合标准。
二.汽车通风口模具水路及油路系统
17;模具油路连接符合标准,连接管路及配件符合标准
18;汽车通风口模具油路及水路孔畅通,无杂物,符合图纸要求。
19;模具外置堵头须用带螺牙堵头,堵头凹入平面1-2MM,水嘴型号符合标准或客户要求,不得有损坏。
20;水路密封可靠,无漏水,渗水等情况,易于检修。水道内不得遗留铁屑等影响冷热水流动,试水水压在10bar时间在30分钟以上而无渗漏。
21;汽车通风口模具天侧如有进出口接头,在天侧需开设导流槽,防止水流到模具里面。
三.汽车通风口模具成型部份
22;分型面保持平整、无凹坑、锈迹,无手提砂轮打磨避空,封胶部分无凹陷,缺口。
23;定模及动模筋位、柱表面,无火花纹、刀痕,抛光到位。
24;对插部位无薄刃结构,角度大于2度,不得出现黑痕,起刺等缺陷。
25;一模数腔的制品,如是左右对称件,需注明L或R,如客户对位置和尺寸有要求需按客户要求,如客户无要求,则应在不影响外观及装配的地方加上(如字号为"1/8″)。
26;对于相同,相似,安装时易混装的零件有记号区分。
27;大,中型模具按设计要求在模面增加压力平衡块,并氮化处理。
28;非产品面动模插入定模或定模插入动模,做成斜面锁紧或避空。
29;模具,模架及成型部份材质符合模具开发技术要求。
30;模具产品面刻字符客户要求。
四.汽车通风口模具顶出复位
31;顶出必须顺畅、无卡滞、无异响,顶针板复位到底。
32;顶针,顶片端面低于型芯面,不超过0.1mm。
33;顶出机构与滑块如有干涉必须有保护措施,顶板要有复位行程开关。
34;复位弹簧及滑块弹簧使用标准件并符合设计要求,两端不打磨、割断;弹簧孔底面为平底,孔直径比弹簧大5mm。
35;顶针及回位销胚头不得垫片,烧焊,打磨;回位销前端不能烧焊。
36;曲面或斜面上顶针应按标准D型做防转定位,Z形拉料杆应做防转定位。
37;顶块四周应有3-5度斜度,底部倒角顶杆应沉入顶块,固定可靠。
生产设备:

