



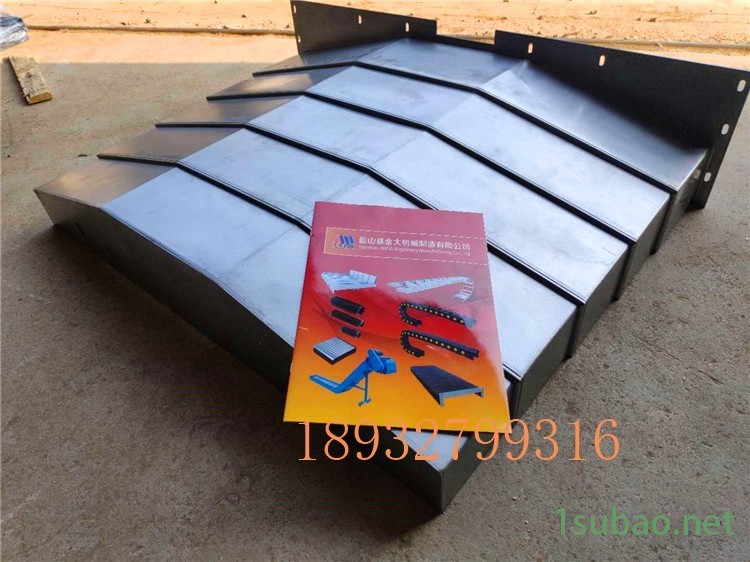

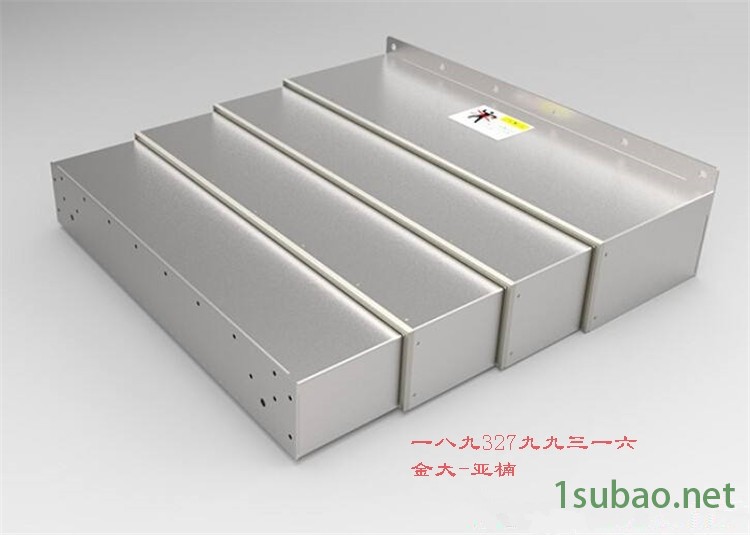
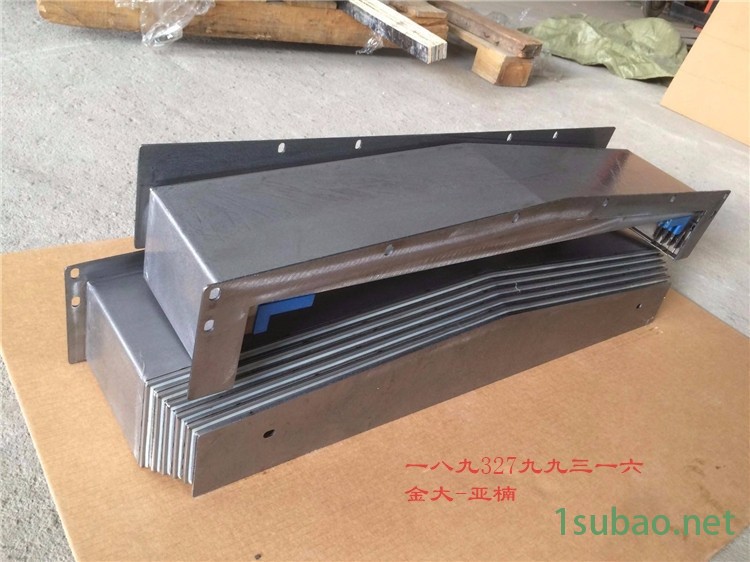
本厂生产各种风琴防护罩、钢板防护罩、塑料拖链、钢制拖链、排屑器、冷却管、金属软管、工作灯等系列产品,本厂设计力量、生成实力雄厚,并能生产和制做国内、外所需要的产品,在国内同行业中占领了制高点,所生产地产品受到了国内、外用户的高度荣誉,随着市场经济的发展凭借本厂优质的产品、优良的服务和良好的信誉,本厂建立了国内、外销售网络体系,并在广东东莞设立分厂。
通过近几年数控设备的使用,可以增强在非标钣金件上的加工能力,目前像主要的数控水射流切割机、数控转塔冲床、点焊机、等设备可以形成一套完整的钣金加工生产线。目前国内使用较多的剪板、折弯数控系统如荷兰DELEM系统,该控制系统应用较为成熟、稳定。


剪板下料在钣金加工过程中是道工序,下料的准确度直接影响后面工序的加工质量。数控剪板机是由数控装置、测量装置及机床组成。伺服系统是由三部伺服电动机和伺服驱动装置组成。机床前定位有两部伺服电机,通常一台主电机单独工作,如加工斜边则副电机工作,数控系统给出两个不同的指令形成斜边。后定位有一部伺服电机。数控剪板机的应用使得大批量重复下料省掉划线、对线工序,提高劳动效率,并保证了下料的尺寸及下料对角线的公差。
折弯是钣金加工中的一道成型工序,材料弯曲时外层受到拉伸,内层受到压缩,当外层的拉伸应力超过材料的强度极限时就会产生裂缝和折断,合理选择模具宽度、弯曲圆角半径、压力值、保压时间等参数就很重要;传统只能凭借手册估算各项参数。数控折弯机根据输入参数自动调整板料幅面,通过数控系统计算折弯所需压力、接触时间等相关参数,所有参数显示在屏幕上。数控折弯机由数控装置、伺服系统、液压装置及机床组成。伺服系统是由一部伺服电动机和伺服驱动装置组成,机床后定位有一部伺服电机,自动定位省去了人工划线、对线的过程,折弯角度常规模具在78°-180°之间任意可调,换用专用模具最小折弯角度可达30°,并且保证了加工精度在±0.5°。同时通过新型模具的选用使加工复杂弯曲面成为现实,例如加工一些非标准角钢、槽钢、C型钢、电缆桥架、定制配电柜等,可根据生产需要制作不同规格产品。另外数控折弯在大批量零件加工时优势更加明显,可一次性完成一个工件的所有折弯程序,系统设定后自动调整定位,定位块根据程序自动转换零件尺寸,能大大减少因搬运零件所产生的劳动量。