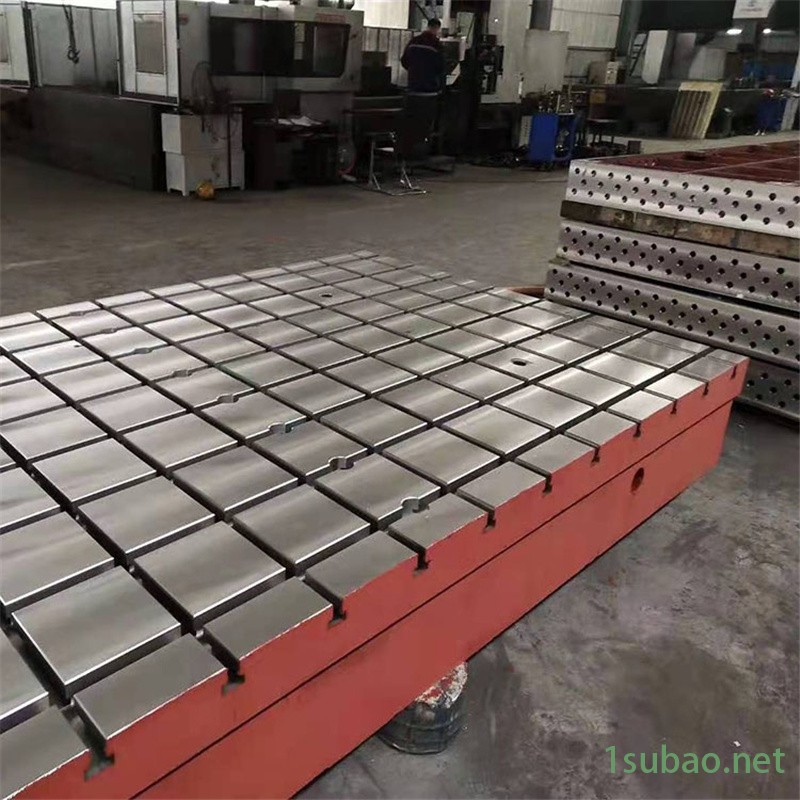
| 表面处理 : | 打磨 | 材质 : | HT250-300 |
| 成型工艺 : | 高压铸造 | 公差 : | 30mm |
| 砂型铸造种类 : | 粘土干砂型 | 特种铸造种类 : | 消失模铸造 |
| 打样周期 : | 4-7天 | 加工周期 : | 8-15天 |
| 年剩余加工能力 : | 45 | 年 加工能力 : | 55 |





1)机床在精加工之前需要经过一段时间的空运行,待温升稳定后整个机床系统达到热平衡,机床各部件的位置相对稳定后才能进行精加工;
2)半精加工后,由于机床的切削用量较大,温升较大,因此不能直接精加工,而应空运行一段时间后再进行精加工;
3)在精加工的几次走刀过程中,为了保证温升一致,需要保证其切削用量基本一致。
(1)较高的抗压强度与抗拉强度。
(2)良好的精度稳定性。
(3)高的弹性模量。
(4)良好的耐磨性。
(5)较好的减震性。
(6)良好的切削性能。
(7)良好的铸造性能。
(8)较高的尺寸精度,较低的表面粗糙度。