





商品属性
品牌
型号
生产产品种类
生产能力
制袋速度
电动机功率
制品厚度
制袋长度
制袋宽度
售后服务
规格
视频展示
商品描述
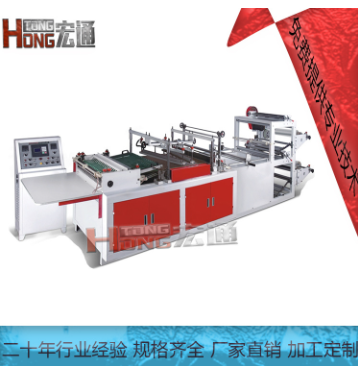
本机适用于各种低密度聚乙烯(LDPE),高密度聚乙烯(HDPE)薄膜封切本色袋,彩印带等。广泛应用于食品包装,服装包装,工业,电器产品包装。
特点:
1、制袋自动计数,自动报警。
2、电光跟踪准确,制袋误差超过3个,机器自动停机。
3、制袋长度由按键控制。
主要技术参数:
| 型号RHT-600RHT-800RHT-900RHT-1000最大封切宽度550mm650mm850mm950mm封切长度1600mm1600mm1600mm1600mm封切厚度0.006-0.10mm0.006-0.10mm0.01-0.10mm0.01-0.10mm长度误差±1mm±1mm±1mm±1mm制袋速度40-120pcs/min40-120pcs/min40-120pcs/min40-120pcs/min主机功率1.1kw1.5kw1.5kw1.2kw加热功率1.2kw1.5kw2kw2.5kw总功率2.5kw3.2kw4kw5.5kw机器重量700kg820kg900kg1100kg外型尺寸2800×1200×1350mm2800×1300×1350mm2800×1500×1350mm2800×1700×1350mm Use: It is used for blowing various plastic films of low-high density polythylene natural colour bag and colour printing bag, which are widely used for packing food ,garments, industrial products and electric appliances etc. Characteristics: 1.Automatic bag-making counting and automatic alarm. 2.with accurate photoelectric eye tracking, the machine can be automatically stopped when bag making error exceeds 2 pieces. 3.The length of the bag is controlled by the button switch. |
使用常识
一、使用及调整
1、色标光电调整
2、生产印刷袋应先选择“色选”“色”状态。
3、需光电跟踪时,必须由两种以上色差较大的度色与目标色,由于电眼呈色差较大的底色与目标色造成光线及反射率不同的差距来决定其感应器的效果,如果目标色与底色色差太小,会使光电检色困难,遇此情况时应加印上其它色差较大的目标色“▆”横线,欲称“色标”。此横线的长×宽应大于2×10mm,应注意的是此“色标”前与色标同色或色差小的图案之间距离大于10mm。
2、光电灵敏度调整
A、将光电眼与材料之间距离调整到10mm左右。
B、将光电光点对至色标,调节旋钮将指示灯调暗(或调亮)再来回快速移动色标,如果指示灯跟着闪动说明已调好,否则再调过上点。
二、接近开关
逻辑采样传感器(霍尔开关)关系图
1、接近开关及开关盘安排的机械传动轴的一侧轴头上,作电脑的各种起动,停止等信号。
2、开关盘
(1)开关盘I:A点为开始拖料,B点为切刀最高位,C点为脱袋。
(2)开关盘II:E>点为比较点,E为拖料极限(即超速点)。
3、开关盘调节(注意):
(1)无论正转反转开关I II的C,C‘始终以接近开关为参照物在前。
(2)E'必须在E之前。
(3)不能随意剪切开关盘。
(4)打开主机切刀由下到上开启时,上刀离下刀的间隙正好让薄膜送出时,将开关盘I A点正对接开关I。
(5)再将主机找开切刀由上至一合时,上下刀间隙不能让薄膜送出时将开关II的C点,正好接近开关II。
三、重点提示及常见故障
1、重点提示
A、开机前必须接好地线。
B、接电前先检查步进电机航空插头是否旋紧。
C、检查开关盘是否松动。
D、如电压不稳定或停电时需关闭总电源及微电脑电源,待电压稳定后再开机。
E、机械传动润滑处应定期加润滑油,保持良好活动状态,烫刀两边拉杆轴,每班需加油一次,切刀下刀每4小时需搽油。
F、对机械加油时,油不能漏入驱动器上,驱动器必须保证风道畅通。
G、在通电状态下不允许用手或身体碰任何一根导线。
H、微电脑故障时,用户应与厂方联系,不得擅自打开微电脑控制箱,否则造成不良后果自负。
2、常见故障排除
常见故障 原 因 排 除
A制白袋长度不正确 1.电网电压不稳或太低
2.橡胶辊压力太小
3.电脑坏
4.送料电机拉不动
5.橡胶辊直径误差
6.设置为“色”状态 1.使电源符合要求或加稳压器
2.调整螺丝增加压力
3.更换
4.先减小速度档,后缓慢加速
5.更换胶辊或上磨床加工
6.设制为“白”状态
B制袋时常停机 主机速度过快,电网不稳 减小速度
C主机能起动1.小继电器坏
2.电脑信号切断
3.主机接触器坏或接触器
控制电路不通 1.更换继电器
2.接好信号线
3.更换接触器或检查接通其
控制电路
注:碰到故障或操作不明白之处请与厂方联系,并提出宝贵意见。
四、上、下切刀的调整
刀床结构(请看上下切刀调节示意图)
1、当上刀行至下止点,与下刀应左右完全闭合,如右端尚未完全闭合时,应调节连杆调节螺母,使上刀稍下隆,调节完毕后,锁紧上下螺母。
2、当使用一段时间后塞铁的间隙增大,应立即予以调整,此时先松开螺母,稍微顶进塞铁调节螺丝至合适的间隙为止,并用塞尺检查,间隙不应大于0.02mm,调节完毕后,销紧螺母。
3、调整上刀调整节螺丝,使用上刀口与下刀口始切端有一个微小的间隙,为防止发生碰刀现象损坏刀具。
我们的承诺:
所有机器一年免费保修,三年跟踪服务!
您的要求是我们永远的追求!
您的满意是我们不懈的努力!
瑞安宏通机械希望与您真诚合作!欢迎来电咨询和现场洽谈!
地址:浙江省瑞安市滨江大道1366号 电话:13806800853