






产地:东烨机械
,订货号:0555-6061928
,样品或现货:现货
,货号:0555-6061928
,是否标准件:标准件
,标准编号:DY20201026-2020
,品牌:DYE.R
,型号:Q12Y-Q11,定制定金
,材质:高速钢
,适用机械:剪板机、机械剪板机
,刀片种类:金属机械刀片、剪板机刀片
,是否进口:否
,是否涂层:非涂层
,加工范围:板材剪切、钣金加工
,是否库存:库存
,是否批发:批发
,是否跨境出口专供货源:否
,刀模厚度:25
,适用机床:剪板机
,加工定制:是
厂家供应QC12Y液压摆式闸式剪板机刀片 Q11机械数控剪板机刀片
产品介绍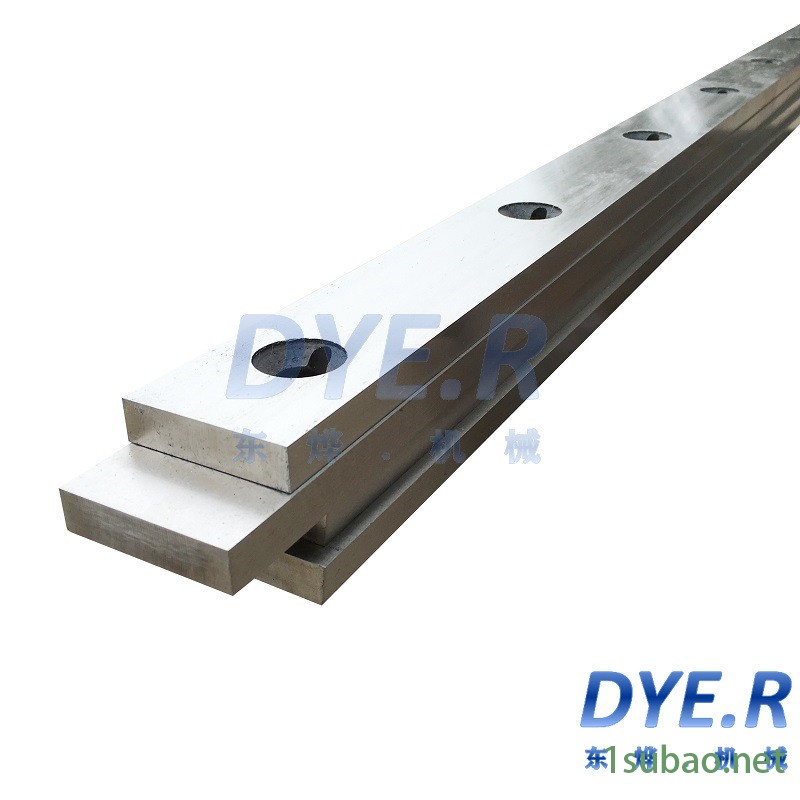 产品信息产品名称:剪板机刀片适用机型:机械、液压剪板机产品型号:QC12Y/Q11产品用途:钣金加工,剪切硬 度:HRC52-62表面粗糙度:Ra1.6 材 质:9crsi、6crw2si、cr12Mov、H13、SKD11、HMB、W18Cr4v、LD、D2、HM-1、HM-3客户服务:免费提供图纸质量保证:产品实行三包服务热线:0555-606192813696735550企业邮箱:dyjxkj@163.com企业网址:www.dyjxrm.com产品名称剪板机刀片、机械剪板机刀片、数控剪板机刀片、 液压剪板机刀片适用范围:不锈钢钢板、锰钢板、压力容器板、铝板硅钢板、普板等产品图片
产品信息产品名称:剪板机刀片适用机型:机械、液压剪板机产品型号:QC12Y/Q11产品用途:钣金加工,剪切硬 度:HRC52-62表面粗糙度:Ra1.6 材 质:9crsi、6crw2si、cr12Mov、H13、SKD11、HMB、W18Cr4v、LD、D2、HM-1、HM-3客户服务:免费提供图纸质量保证:产品实行三包服务热线:0555-606192813696735550企业邮箱:dyjxkj@163.com企业网址:www.dyjxrm.com产品名称剪板机刀片、机械剪板机刀片、数控剪板机刀片、 液压剪板机刀片适用范围:不锈钢钢板、锰钢板、压力容器板、铝板硅钢板、普板等产品图片














先进的检测设备生产设备






vs




生产厂家
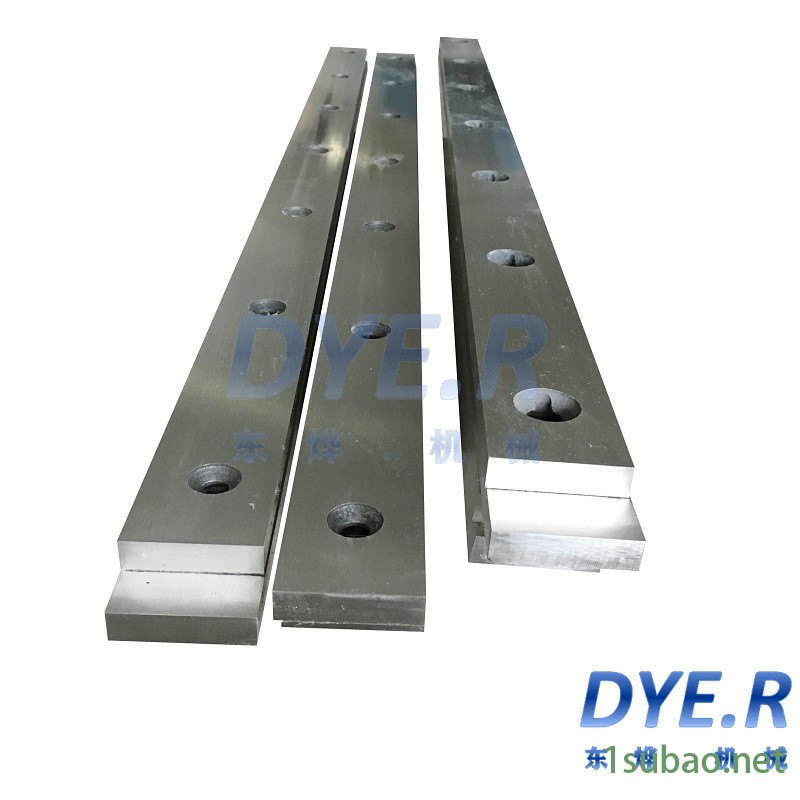
供应各种型号齐全的剪板机刀片,液压剪板机刀片、机械剪板机刀片、闸式剪板机刀片、全钢剪板机刀片,如:Q11、QC12Y系列剪板机刀片,刀片主要采用9CrSi、SKD11、6CrW2Si、Cr12MoV、H13K、W18Cr4V、HM-1等合金工具钢制造,刃口锋利、耐磨损、切口平整、剪板机刀片产品无毛刺,经久耐用。主要用于:板材,锰板、Q235、Q345、压力容器板、不锈钢、硅钢、铝板、铜版、机械剪切,各类接近室温的板材、型、带、线材的剪切。
我公司可生产长度12米长的整体剪板机刀片根据客户的定义是:剪板刀片,有镶钢剪板机刀片,全钢剪板机刀片,也叫剪刀,剪板机刀,剪板刀,剪刃,长形刀片。
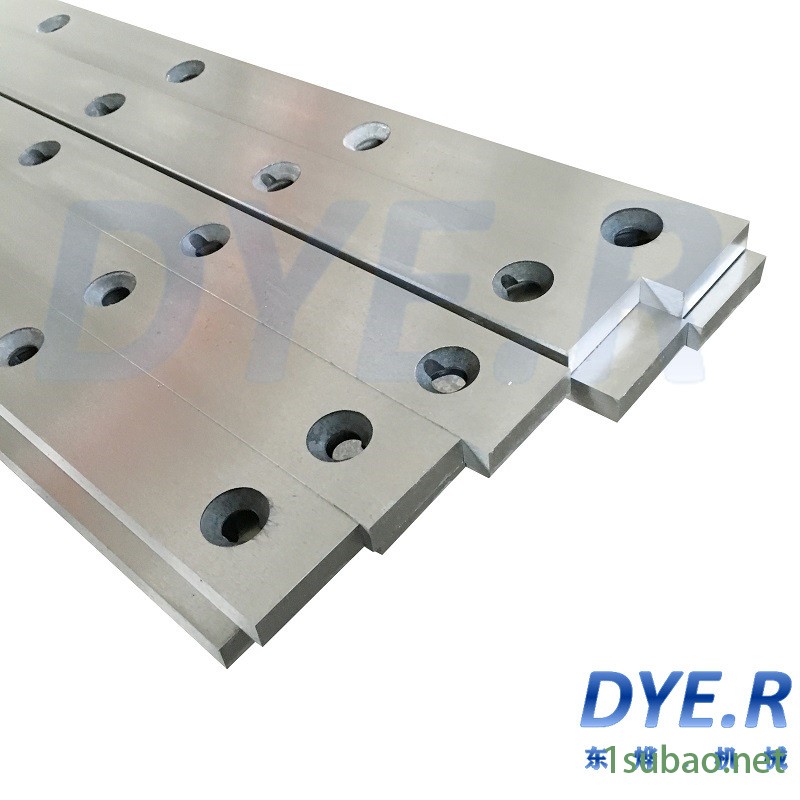
刀片材料:H13、LD、SKD11、D2、Cr12MoV、6CrW2Si、9CrSi、W18Cr4V、HM-1
淬火硬化:HRC:52°-62° 公差:±0.002
剪板机刀片规格:标准剪板机刀片现货供应,非标剪床可根据客户图纸要求定制加工生产。
其它服务:剪板机刀片磨削、修磨、维修等
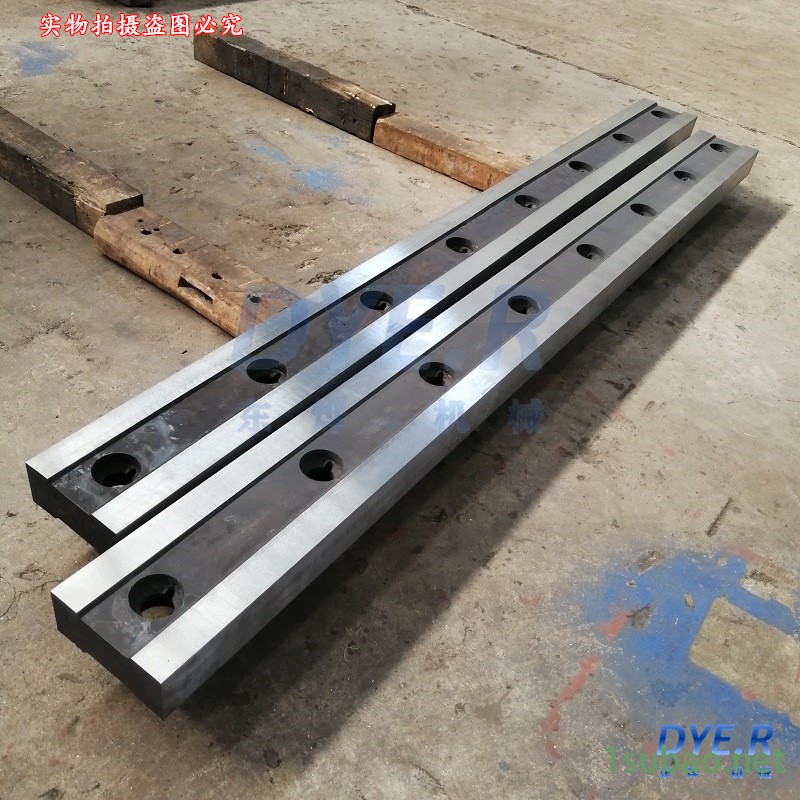
剪床刀片适用于:各类异型金属剪板机、棒料剪板机、板料剪板机等剪床。产品有液压剪板机、金属棒料剪切机刀片、异型板材剪板机刀片、高精度数控剪板机等。
剪板机刀片间隙调整
首先将上下刀片间隙调整至0.5毫米,然后从头开始用塞尺调校,保持刀片整长间隙基本一致,再将刀口回位至零间隙。
然后需要做细致调整(操作时一定要认真仔细的观察,千万不要出现上下刀片咬口),零位时塞尺三丝能入五丝不能入即可。
按所需剪切钣金厚度的1/10—1/20进行适当的调整。
剪板机刃口锋利的情况下,如剪切的板材边缘有毛刺,可适当减小上下刀片的间隙。
