






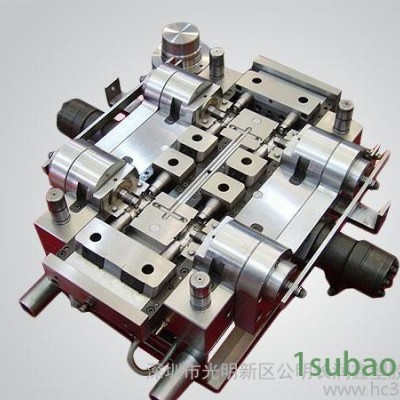

| 适用范围 | 塑胶制品 |
|---|---|
| 工艺类型 | 加工 |
| 模具分型面数目 | 多个 |
| 模具安装方式 | 稳固 |
| 型腔数目 | 多个 |
| 品牌 | 长润鑫 |
| 型号 | SKD61 |

塑胶产品会产生变形的几点原因
1、制品的形状,特别是成形收缩率同制品厚度的关系而引起的残留应力。
2、由于成型条件产生的残余应力
3、脱模时产生的残余应力
4、由于冷却时间不足而引起变形
塑胶产品变形相关联的知识:
1、制品的变形(翘曲、弯曲、小皱纹)同产生裂纹的原因一样。即制品内残余内应力。成型的设定条件应朝消除制品内应力的方向设定。
即提高料筒温度、模具温度后,在材料流动性变好的状态下,射出压力不要太高。
2、为了减少残余内应力,有进行退火处理,即在热变形温度10度以下,2小时以上的加热**有消除内应力的效果。但这种方式的退火因费
用高而使用的不普遍。
3、如果模具的冷却水孔不能对制品进行均匀冷却,也会产生残余应力,这**意味着冷却水孔不能太浅。
塑胶产品变形解决方法。
1、即时:在模具内充分冷却固化(延长冷却时间记时器),提高料筒温度,降低射出压力。
2、短期:使模具冷却均匀化。
3、长期:避免制品厚度的差异,在制品厚度大的地方设置浇口(1-1),因直线容易引起翘曲,做成大的R曲线,制品可逆弯曲的模具,增加顶出杆个数,增加脱模斜度。
联系人:宋经理 陈小姐
手 机:13425193686/18318050322
Q Q: 465241337 2257108850
邮 箱: SZ07196598@163.com
电 话:0755-61135185 传真:0755-81721462
厂 址: 深圳市公明蒋石新围沙河第四工业区金祥瑞工业园A栋1楼