
| 产地 | 山东 |
|---|---|
| 生产速度 | 0-8 |
| 种类 | 片材挤出机 |
| 品牌 | 超丰 |
| 型号 | 塑料片材生产线 |
| 螺杆数 | 单螺杆 |
| 挤出能力 | 80-120 |
| 可生产板材类型 | PP板 |
| 可生产板材层数 | 单层板 |
| 板材宽度 | 0.6-8 |
| 板材厚度 | 8 |
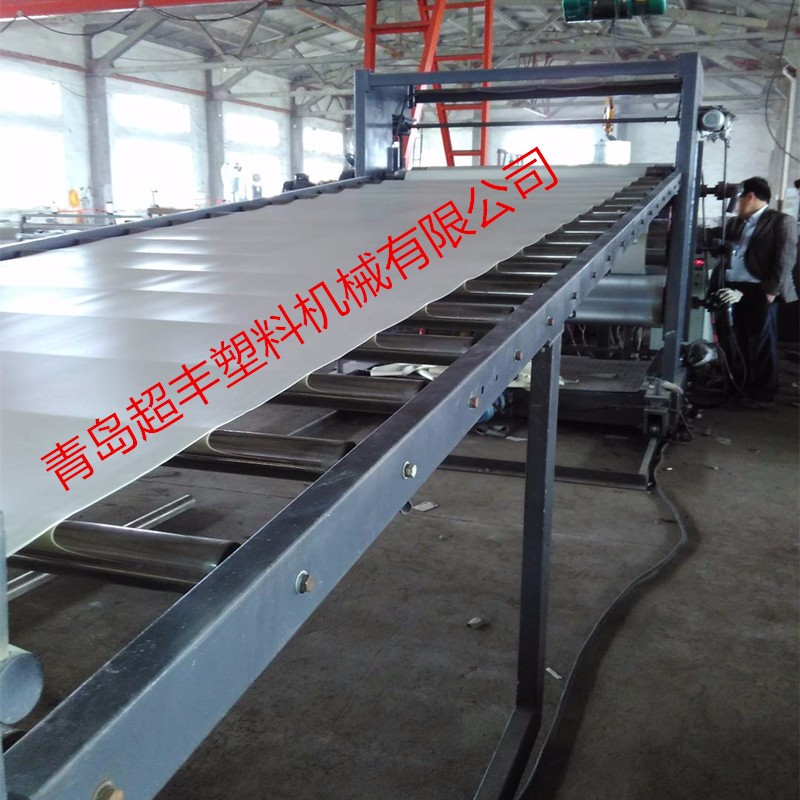
产品说明:PP、PE、HIPS、PET、片材生产线片材生产线具有强度高,耐温,防腐性能好,可进行填充,增强,增韧,增刚,阻燃,改性,表面可压花、磨砂。适用于各行各业之产品包装、食品包装、文具、印刷、礼品及工艺品制造等。主要产品:礼品袋、广告扇、文件袋、灯罩、鼠标垫、食品包装盒等。加工范围:厚度0.2-2mm宽度600-1800mm
板材(片材)生产线主要适用于PP、PS、PE、ABS等物料的板材片材生产,更换主机及模头,也可进行PVC、PMMA、PC板材的加工,加装干燥辅助设备后,即可进行PET的加工。生产线可生产**大宽度为2米,厚度为0。5-6毫米的板材片材。生产线采用挤出压光工艺,生产效率高等特点。主机采用热管状加热器,使熔料流动通畅通无滞流现象,从而保证了产品的质量。
生产线主机螺杆采用特殊混料功能及高塑化能力设计,确使塑料融化,色泽均匀挤出量增高。衣架型模头采用特殊双节流设计,使板材厚薄调整更为**。温度控制±1℃可**控制塑化过程及板材厚薄,平整性。辊成型压辊成台采用水平式或垂直式,可自由升降方式在厚板薄板操作过程提供更多选择性,提高板材品质。板材厚薄控制采用螺杆调整及油压压轮双向调整可**控制板材厚薄度。压辊轮采用双回路冷却系统,配合模温控制机**控制压辊轮温度使板材、厚薄均匀。切片机、板材长度及数量**。卷收台装置,采用**转矩马达,配合四轴自动张力控制,能随意调整速度及卷收张力以达到薄板卷收平整的目的,配合分条装置可自由设定所需的产品宽度,并装配有自动计米器可设定产品长度。
生产线结构紧凑、性能优越,螺杆、料筒经优化设计,并采用高性能合金钢专业加工,使整机具有塑化均匀、挤出量稳定、寿命长等优点。主机料筒冷却采用风冷、油冷,并且配有快速换网装置,无须停机,使生产连续进行。选用日本进口变频调速器,使系统安全可靠。精密的定型压光装置,通过其良好的调整功能使板定型优良。切割部分采用定长切割装置,保证成型板材尺寸准确。生产片材需对辅机稍加调整,采用双工位收卷,并配有相应的模具控制系统。
板材(片材)生产线主要适用于PP、PS、PE、ABS等物料的板材片材生产,更换主机及模头,也可进行PVC、PMMA、PC板材的加工,加装干燥辅助设备后,即可进行PET的加工。生产线可生产**大宽度为2米,厚度为0。5-6毫米的板材片材。生产线采用挤出压光工艺,生产效率高等特点。主机采用热管状加热器,使熔料流动通畅通无滞流现象,从而保证了产品的制量。
生产线主机螺杆采用特殊混料功能及高塑化能力设计,确使塑料融化,色泽均匀挤出量增高。衣架型模头采用特殊双节流设计,使板材厚薄调整更为**。温度控制±1℃可**控制塑化过程及板材厚薄,平整性。辊成型压辊成台采用水平式或垂直式,可自由升降方式在厚板薄板操作过程提供更多选择性,提高板材品质。板材厚薄控制采用螺杆调整及油压压轮双向调整可**控制板材厚薄度。压辊轮采用双回路冷却系统,配合模温控制机**控制压辊轮温度使板材、厚薄均匀。切片机、板材长度及数量**。卷收台装置,采用**转矩马达,配合四轴自动张力控制,能随意调整速度及卷收张力以达到薄板卷收平整的目的,配合分条装置可自由设定所需的产品宽度,并装配有自动计米器可设定产品长度。
生产线结构紧凑、性能优越,螺杆、料筒经优化设计,并采用高性能合金钢专业加工,使整机具有塑化均匀、挤出量稳定、寿命长等优点。主机料筒冷却采用风冷、油冷,并且配有快速换网装置,无须停机,使生产连续进行。选用日本进口变频调速器,使系统安全可靠。精密的定型压光装置,通过其良好的调整功能使板定型优良。切割部分采用定长切割装置,保证成型板材尺寸准确。生产片材需对辅机稍加调整,采用双工位收卷,并配有相应的模具控制系统。