







| 加工定制 | 否 |
|---|---|
| 产品用途 | 用于拉丝机,挤管机,涂膜机,吹瓶机,造粒机,挤出机,注塑机,吹塑机等塑料机械的加热节电改造。 |
| 产品别名 | 电磁加热器;电磁加热圈;节能加热器;节能加热圈;电磁加热节电;电磁控制器;电磁加热控制器;工业电磁加 |
| 节电设备类型 | 工业节能设备 |
| 品牌 | 福瀚 |
| 型号 | FH-SJGZH-11 |


产品操作说明与保养
电磁加热注塑机节电器是深圳福瀚磁能有限公司自行设计、开发的一种新型加热节能产品,具有节电效果显著,升温速度快,热效率高,降低生产环境温度,免维修等显著特点,并且对原生产工艺、操作程序无任何影响和改变。已广泛应用于塑料注塑加工及其类似加热行业。产品在注塑机(其它如造粒机、吹膜机、拉丝机的节能改造中)上已得到广泛应用,节电率达到30%-75%。注塑机节电器由电磁加热圈和电磁加热控制器组成, 电磁加热注塑机节电器节电原理:注塑机节电器是一种利用电磁感应原理将电能转换为热能的装置。电磁控制器220V,50/60Hz的交流电整流变成直流电,再将直流电转换成频率为20-40KHz的高频高压交流电,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使金属材料本身自行高速发热,从而达到加热金属材料料筒内的东西。
传统注塑机节电器(注塑机专用变频器)节电原理:注塑机工作周期一般分锁模、射胶、保压、熔胶、冷却、开模、取料等几个阶段,各阶段对流量和压力的需求是不一样的,在射胶等阶段对流量和压力的需求往往很大,需在冷却等阶段对流量和压力的需求却很小,即负载在一个工作周期内是急剧变化的。
定量泵型注塑机在变频改造前,在每个工作周期内油泵的排量基本不变,负载小时,实际所需流量较小,多余的流量通过流溢流阀流掉,能量损失巨大。
定量泵型注塑机在变频节电改造后,在每个工作周期内油泵的流量是随着负载的变化需变化的,基本消除了溢流损耗,从而节省了大量电能。
传统注塑机节电器的节电率普遍比较低,而且改造要视机器具体情况来定,实际上能改造的机器比较少,且节电效果不理想。新型电磁加热注塑机节电器节电率最低在30%以上,最高能达到75%。
产品范围:注塑机节电器,注塑机节能,注塑机节能改造,注塑机节电改造,注塑机电磁加热器,注塑机加热节电改造,拉丝机节电器,造粒机节电器,吹膜机节电器,塑料机械节电改造,注塑机节电改造,拉丝机节电改造,造粒机节电改造,吹膜机节电改造,塑料机械节电设备,注塑机节电设备,拉丝机节电设备,造粒机节电设备,吹膜机节电设备,挤出机节电设备,塑料机械电磁加热器,管道电磁加热器,加热节能电磁圈,电磁加热圈,电磁感应加热圈,塑机电磁加热节能设备。
1.国内塑胶及注塑行业现状及存在的问题
A.产品适用行业现状:
塑料制品、塑料薄膜、塑料造粒、拉丝注塑、管材等生产企业。目前,这些企业的生产设备都是采用电热圈对料筒和模头进行加热,使塑料原料熔解塑化后再注模、拉伸,挤出成型为产品。
B.存在问题:
(1)热损失大:现有企业采用的加热方式,是由电阻丝绕制,圈的内外双面发热,其内面(紧贴料筒部分)的热传导到料筒上,而外面的热量大部分散失到空气中,造成电能的损失浪费。
(2)环境温度上升:由于热量大量散失,周围环境温度升高,尤其是夏季对生产环境影响很大,现场工作温度都超过了45℃,有些企业不得不采用空调降低温度,这又造成能源的二次浪费。
(3)使用寿命短、维修量大:由于采用电阻丝发热,其加热温度高达800℃左右,电阻丝容易因高温老化而烧断,常用电热圈使用寿命约在半年左右,因此,维修的工作量相对较大。
2.电磁加热注塑机节电器的优势和特点
A.节能效果好
相比原电阻丝加热圈节电效果都在30%以上,相对不同的原料、生产不同的产品,节电效果有所变化。但在目前已使用的产品中节电效率最大可达75%。
B.环保效果好
可显著降低环境温度。
C.使用寿命长
加热圈连续运行温度只有100℃左右,不存在加热圈更换的问题。相对于原电阻丝加热减少了二次投入。
D.可提高产品产量
由于该产品的发热效率高,能显著减少升温时间,提高产品产量。
注塑机电磁加热节电改造方案
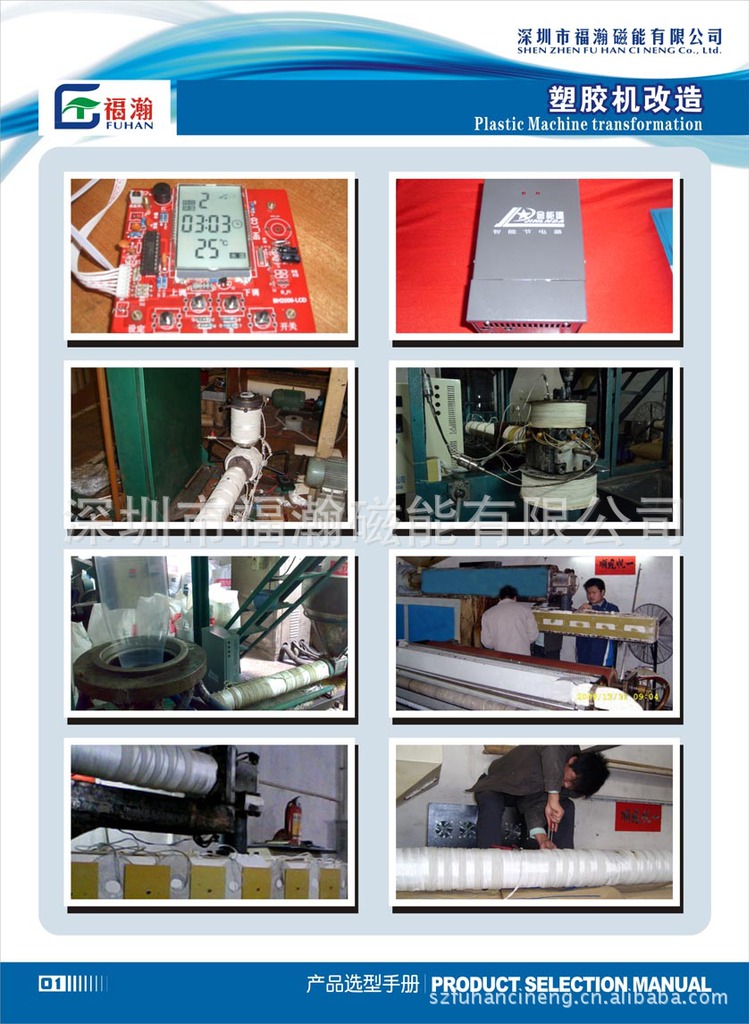
注塑机电磁加热节电改造方案主要是应用HS系列开口式电磁加热感应线圈和电磁加热控制器代替原电热圈,改造后具有节能效果好,改善功动环境,使用寿命长,可提高产品产量等特点。
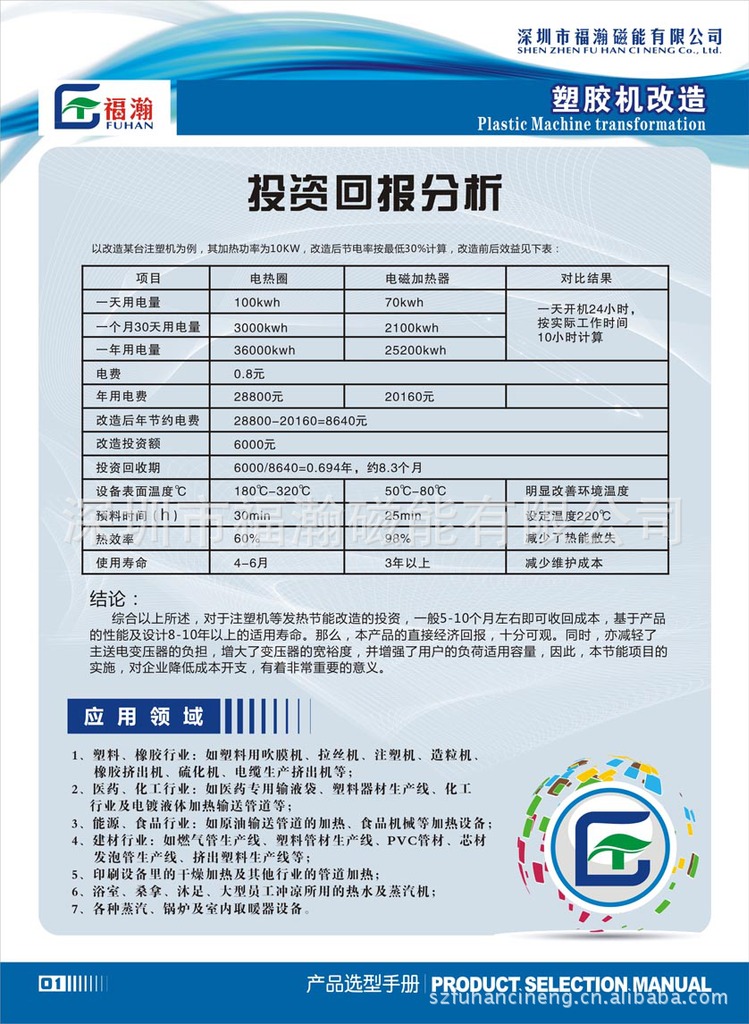
注塑机加热设备改造前后数据对照表 | |||
项目 | 改造前 | 改造后 | 对比结果 |
最大功耗 | 8kw | 5kw | 降耗41% |
24小时内实际工作时间 | 10h | 6h | 减少40%加热时间 |
一天用电量 | 80kw/h | 30kw/h | 节电率62% |
一个月用电量 | 1920kw/h | 900kw/h | |
一年用电量 | 23040kw/h | 10800kw/h | |
设备表面温度℃ | 150℃-250℃ | <50℃ | 明显改善环境温度 |
预料时间(min) | 30min | 8min | 缩短2/3时间 |
热效率 | 60%以下 | 98% | 减少了热能的丢失 |
使用寿命 | 4-6个月 | 3年以上 | 减少了维护费用 |
超音频加热器节电率 | 节电60%以上 | ||
根据以上表格数据对比,使用电磁加热器对注塑机进行节电改造回报率是非常高的,注塑机节电改造安装极其简单,直接在原生产设备上安装,无需对设备经行改造,只要把原有电阻式加热圈拆除,并把做好的开口式电磁加热感应圈在安装在原加热的位置,将线圈两极接入电磁加热控制器(柜)的输出端,控制器(柜)接入电源,被加热体自身即产生热能,且预热速度较改造前相缩短了1/2时间。
电磁加热系统的优势和特点
1. 大幅度节约电能。电磁加热感应线圈和料筒之间加装一层隔热层,料筒内部的热量绝大部分被利用,只有微量辐射到空气中,料筒表面的温度一般在60℃以下。经过严格的实验测试,节约电能在30%-80%,特别对于大功率注塑机节电效果更为明显;
2. 明显降低车间的温度。通过以上的节能分析,使用高频加热系统节约了传统加热方式辐射到空气中的能量,车间不再有似被大量电炉烘烤的状况,不再出现高温闷热,员工工作也不再忍受高温而心情舒畅。
3. 加热迅速,温度控制实时准确。传统的电阻丝加热原理是电阻丝本身产生高温,然后热量再慢慢的从料筒外表面高温区传导到料筒的中心低温区,速度缓慢,并且位于料筒中心的塑料实际温度和料筒表面温度有较大误差,当塑料温度达到要求时虽然电阻丝停止加热,由于存在温度误差,料筒表面仍然继续向料筒内部传导热量,导致温度控制不准确,既影响了注塑成型质量也降低了生产效率;而高频加热系统的工作原理是高频感应,被加热的金属是通过自身的电流发热,热能是由料筒金属整体产生,温度控制实时准确,料筒内外温度一致,明显改善了产品的质量和提高了生产效率!
4. 可以长时间在恶劣的环境中工作。注塑机料筒的传统电阻丝在以下环境中将严重限制它的使用和降低它的寿命,如:加热位置遇到油污、和料筒金属热传导不良、有漏胶现象出现等。由于高频加热系统本身是在低温下工作的,所以它不会把吸附在自身表面的油污、塑料颗粒等加热碳化,故不会产生漏电、短路等故障;高频加热系统的工作原理是高频感应,它不同于接触传导加热原理,所以它不需要和被感应金属的直接接触,故不存在传导不良的问题。
5. 发热功率大。注塑机料筒的传统电阻丝功率过大后对电阻丝本身的伤害会大大增加,电阻丝金属本身在高温下会快速挥发,迅速老化而失效,所以传统电阻丝需要不定期的更换,增加了生产成本和降低生产效率;而高频节能加热系统的特点是只有被感应的料筒金属内部才产生高温而加热系统本身温度很低,自身电损耗微不足道,所以即使功率较大时也不影响加热系统的使用寿命,根据需要还可以方便的随时调节使用功率。
6. 完全避免传统加热方式带来的不安全因素。使用高频加热系统后料筒表面的温度在60℃以下,人体完全可以安全触摸;避免传统加热方式而造成的烧伤、烫伤事故的发生;保护了员工的生产安全。
7. 清洁环保。由于料筒的表面温度低,它不会烧焦吸附在它表面的异物,如塑料颗粒、油污、灰尘等,不会产生有害气体,改善了车间的空气环境。
电磁加热节电工作原理
电磁加热是通过电磁感应原理使金属料筒自身发热,从而加热料筒内塑胶原料。电磁加热系统由两部分组成:电磁控制器和加热圈。原机受温度控制的电源经电磁控制器将工频交流电整流、滤波、逆变成20~40KHZ的高频高压电,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使料筒金属材料本身自行高速发热,从而达到加热料筒内的原料。
电磁加热加热效率高达95%,使料筒外表温度由几百度降到几十度。