








| 电流 | 交流 |
|---|---|
| 动力形式 | 超声波 |
| 控制方式 | 自动 |
| 频段 | 中频 |
| 驱动形式 | 气动 |
| 作用原理 | 超声波机 |
| 作用对象 | 塑料 |
| 升降控制 | 电动 |
| 焊接原理 | 冷焊 |
| 产品别名 | 自动超声波焊接设备 |
| 重量 | 350 |
| 工作形式 | 塑焊 |
| 品牌 | 日力 |
| 型号 | HC-2615 |


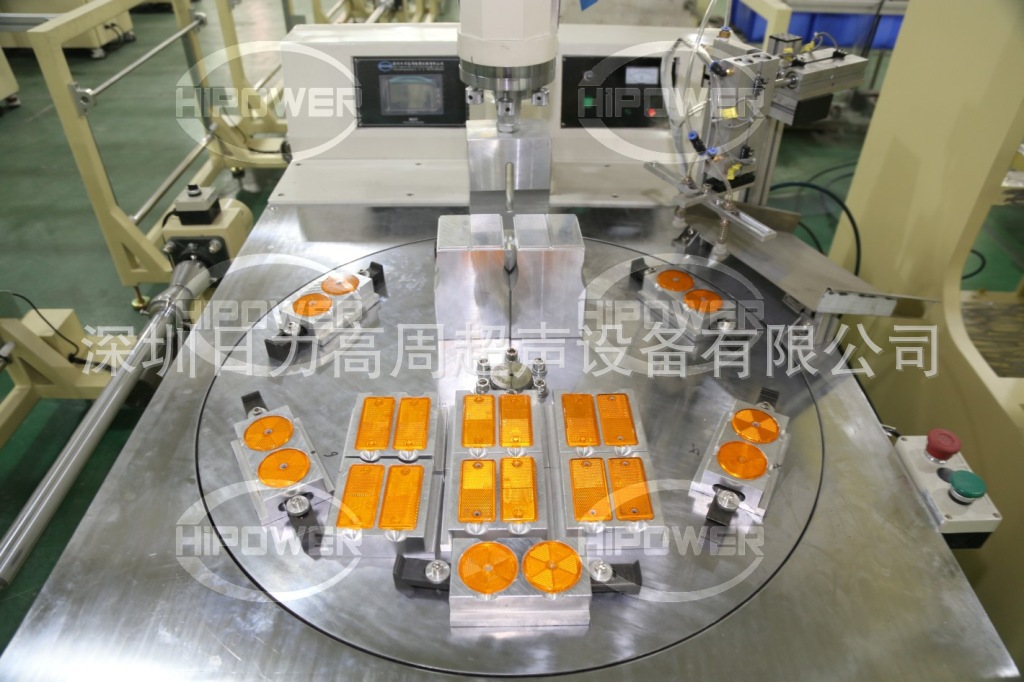


超声波塑料焊接的方法
1、熔接法:超声波振动随焊头将超声波传导至焊件,由于两焊件处声阻大,因此产生局部高温,使焊件交界面熔化。在一定压力下,使两焊件达到美观、快速、坚固的熔接效果。 2、埋植(插)法:螺母或其它金属欲插入塑料工件。首先将超声波传至金属,经高速振动,使金属物直接埋入成型塑胶内,同时将塑胶熔化,其固化后完成埋插。 3、铆接法:欲将金属和塑料或两块性质不同的塑料接合起来,可利用超声波铆接法,使焊件不易脆化、美观、坚固。 4、点焊法:利用小型焊头将两件大型塑料制品分点焊接,或整排齿状的焊头直接压于两件塑料工件上,从而达到点焊的效果。 5、成型法:利用超声波将塑料工件瞬间熔化成型,当塑料凝固时可使金属或其它材质的塑料牢固。 6、切除法:利用焊头及底座的特别设计方式,当塑料工件刚射出时,直接压于塑料的枝干上,通过超声波传导达到切除的效果。
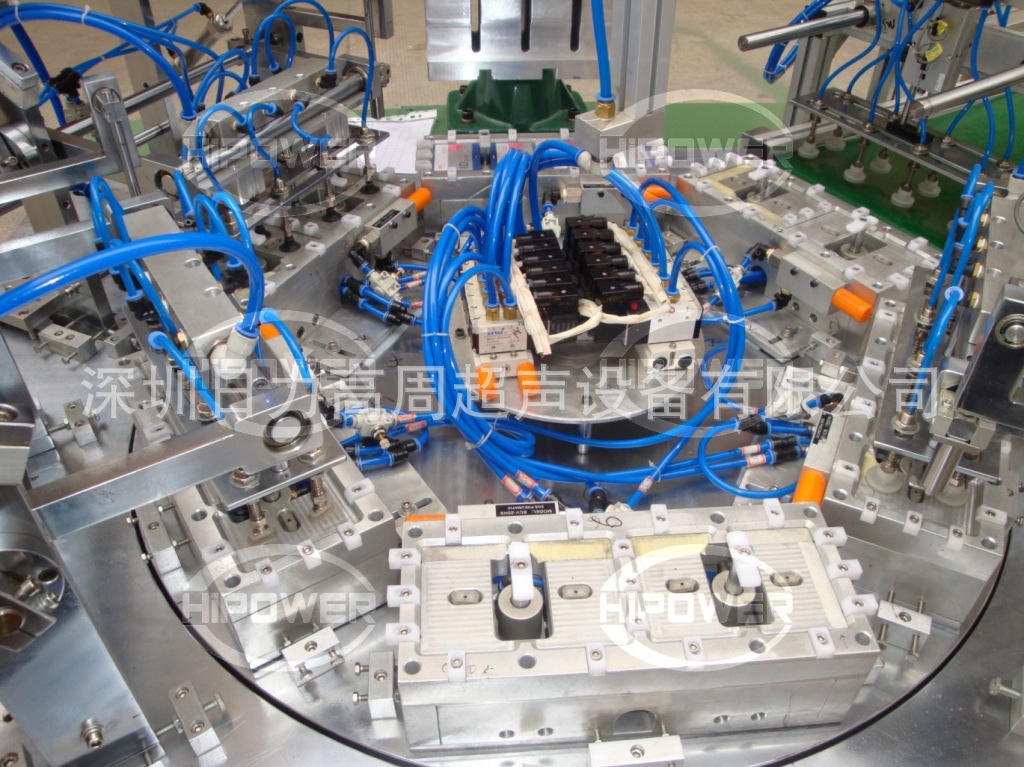
编辑本段超声波塑料焊接机的组成及其作用超声波塑料焊接机由气压传动系统、控制系统、超声波发生器、换能器及工具头和机械装置等组成。 1、气动传动系统 包括有:过滹器、减压阀、油雾器、换向器、节流阀、气缸等。 工作时首先由空压机驱动冲程气缸,以带动**振动系统上下移动,动力气压在中小功率的超声波焊接中气压根据焊接需要调定。 2、控制系统 控制系统由时间继电器或集成电路时间定时器组成。主要功能是:一是控制气压传动系统工作,使其焊接时在定时控制下打开气路阀门,气缸加压使焊头下降,以一定压力压住被焊物件,当焊接完后保压一段时间,然后控制系统将气路阀门换向,使焊头回升复位;二是控制超声波发生器工作时间,本系统使整个焊接过程实现自动化,操作时只启动按钮产生一个触发脉冲,便能自动地完在本次焊接全过程。整个控制系统的顺序是:电源启动一触发控制信号 气压传动系统,气缸加压焊头下降并压住焊触发超声发生器工作,发射超声并保持一定焊接时间 去除超声发射 继续保持一定压力时间 退压,焊头回升 焊接结束。 3、超声波发生器 (1)功率较大的超声波塑料焊接机,发生器信号采用锁相式频率自动跟踪电路,使发生器输出的频率基本上与换能器谐振频率一致。 (2)功率在500W以上的超声波塑料焊接机所用发生器采用自激式功率振荡器,也具有一定的频率跟踪能力。 4、超声波塑料焊接机使用的声学系统 (1)换能器 超声波塑料焊接机用的声学系统包括三个部分:1驱动部分2固定部分3工作部分。在以上三个组成部分中,驱动是核心,一般采用螺栓夹紧的纵向振动换能器,其中半波长纵向振子与四分之一的波长纵向振子,半波长纵向振与半波长聚能器相连接组成一个全波长塑料焊接换能器,而四分之一波长纵向振子与四分之一波长聚能器相连,组成一个半波长换能器。 (2)工具头 对不同的焊接对象需要有不同工具头,不管是近场焊接还是传输焊接,只有半波长的工具头才能使焊接端面达到**大的振幅。工具头,有带振幅放大的和不带振幅放大的两种,塑料焊接机用声学系统工具头,所用材料通常为铝合金,其端面镀硬质合金,功率较大时也有用钛合金材料制成的,该材料疲劳强度比铝合金高一倍多。
编辑本段超声波塑料焊接机的型号和规格超声波塑料焊接机由于使用场合及焊接材料不同,焊接尺寸大小不一样,其规格也是各式各样的。其输出功率从手工焊接机的几十瓦到大型机的几千瓦,频率一般在15KHz到40KHz范围内。
编辑本段超声波塑料焊接机适用行业以及产品超声波塑料焊接机普遍运用于汽车行业、电子行业、医疗行业、家电行业、无纺布服装、办公用品、包装行业、玩具行业等。比如车身塑料零件,汽车车门、汽车汽车仪表、车灯车镜、遮阳板、内饰件、滤清器,反光材料、反光道钉、保险杠、拉索**用塑料滤清器、散热器、制动液罐、油杯、水箱、油箱、风管、尾气净化器、托盘滤板;塑胶电子:预付费水表电表,通讯设备,无绳电话,手机配件,手机壳,电池壳,充电器、阀控式密封维护铅酸蓄电池 ,3寸软盘,U盘,SD卡,CF卡,USB接插件、蓝牙;玩具文具:文件夹,相册,折盒,PP中空板,笔套,墨盒,硒鼓,;医用日用:手表,厨具,口服液瓶盖,点滴瓶盖、手机饰件,金柔刷,日用品,卫生用品,儿童用品,空气床垫,衣架,刀柄,园艺用品,橱具洁具,花洒,金柔刷,淋浴头,防伪瓶盖,化妆品瓶盖,咖啡壶,洗衣机、空气除湿机,电熨斗、电水壶、吸尘器,音箱金属面盖及土木格栅等。 超声波塑料焊接的几种操作方法 1、 熔接法 超声波振动随焊头将超声波传导至焊件,由于两焊件处声阻大,因此产生局部高温,使焊件交界面熔化。在一定压力下,使两焊件达到美观、快速、坚固的熔接效果。 2、 埋插法 螺母或其它金属欲插入塑料工件。首先将超声波传至金属,经高速振动,使金属物直接埋入成型塑胶内,同时将塑胶熔化,其固化后完成埋插。 3、 铆接法 欲将金属和塑料或两块性质不同的塑料接合起来,可利用超声波铆接法,使焊件不易脆化、美观、坚固。 4、 点焊法 利用小型焊头将两件大型塑料制品分点焊接,或整排齿状的焊头直接压于两件塑料工件上,从而达到点焊的效果。 5、 成型法 利用超声波将塑料工件瞬间熔化成型,当塑料凝固时可使金属或其它材质的塑料牢固。 6、 切除法 利用焊头及底座的特别设计方式,当塑料工件刚射出时,直接压于塑料的枝干上,通过超声波传导达到切除的效果。